ę╗Īóæ¬ė├║åĮķ
1. æ¬ė├║å╩÷Ż║įōįOéõė├ė┌▀BĮėŲ„╔·«a▀^│╠ųąĄ──═ļŖē║Öz▓ķ╣żą“ĪŻ═©▀^ī”─═ļŖē║āx╝░╠ĮßśįOéõĄ─ūįäė┐žųŲŻ¼īŹ¼FĘ┼╚ļ«aŲĘ║¾ūįäėÖz▓ķĄ─╣”─▄Ż¼£p▌p┴╦╣ż╚╦ä┌äėÅŖČ╚Ż¼į÷ÅŖ┴╦╣żą“Ą─░▓╚½ąįĪŻ
2. ╣½╦ŠĮķĮBŻ║ŪÓŹu┐Ų└┌ļŖūė╩Ūę╗╝ę×ķļŖūėŲ¾śI╔·«aČ©ųŲįOéõĄ─╣½╦ŠŻ¼«aŲĘ░³└©Ż║╔·«a▀BĮėŲ„╦∙ė├Ą─ĮMčbĪóÖz▓ķĪó£yįćĄ╚įOéõĪŻ
Č■Īóæ¬ė├šf├„
1. æ¬ė├╣”─▄├Ķ╩÷Ż║
łD1 «aŲĘįOėŗłD
2. ╣ż╦ć┴„│╠šf├„Ż║
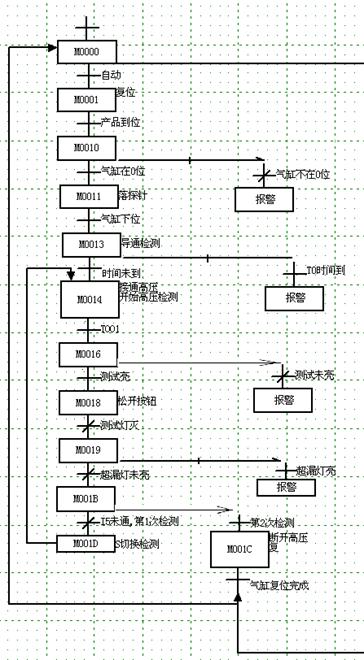
łD2 ─═ļŖē║Öz▓ķįOéõŽĄĮy┴„│╠łD
3. ŽĄĮyąĶę¬Ęų╬÷Ż║
įō╣żą“ęįŪ░▓╔ė├▓┘ū„š▀─├Öz▓ķļŖśOĘųĮM▀MąąÖz▓ķŻ¼▓┘ū„Ę▒¼ŹČ°Ūę╚▌ęū▀z┬®Ż¼╠žäeę╣░ÓĢr▓┘ū„š▀╚▌ęūŲŻŠļŻ¼Įø│Ż░l╔·┬®Öz¼FŽ¾ĪŻę“░▓╚½å¢Ņ}▓╗─▄╩╣ė├Ė▀ļŖē║Ż©╚╦╣ż▓┘ū„ų╗─▄╩╣ė├Ą═ė┌36VļŖē║Ż®Ż¼ėąą®Øōį┌▓╗┴╝ŲʤoĘ©Öz│÷ĪŻę“┤╦╩╣ė├ūįäėÖz▓ķįOéõä▌į┌▒žąąĪŻ
ūįäėÖz▓ķįOéõ┐žųŲŽĄĮyŻ¼▌ö╚ļąĶę¬8éĆķ_ĻP┴┐Ż¼▌ö│÷ąĶę¬4éĆķ_ĻP┴┐ĪŻ╦∙ęįįōįOéõ▀xō±╬„ķTūėLOGOŻĪ 12/24RCŻ©0BA6Ż®ą═┐žųŲŲ„üĒīŹ¼Fų„ꬥ─┐žųŲ╣”─▄Ż¼─▄═Ļ╚½ØMūŃę¬Ū¾ĪŻ╬„ķTūėLOGOŻĪŽĄ┴ą«aŲĘ▓╗āH─▄ē“īŹ¼Fčbų├Ą─╣”─▄ąĶŪ¾Ż¼Č°ŪęŠ▀ėą│╔▒ŠĄ═┴«Īó┼õų├ņ`╗ŅŻ¼¾wĘeąĪŪ╔Īó░▓čb┐ņĮ▌Ż¼ŠÄ│╠║åå╬Īóš{įćĘĮ▒ŃĄ╚ā׳cŻ¼─▄ē“ėąą¦Ąž╠ßĖ▀įOėŗķ_░lą¦┬╩║═«aŲĘĮøØ·ą¦ęµĪŻ
╚²Īóæ¬ė├Ą─įOėŗ┼cīŹ¼F
1. ļŖÜŌ┐žųŲįŁ└ĒłDšf├„

łD3 ─═ļŖē║Öz▓ķįOéõļŖÜŌ┐žųŲįŁ└ĒłD
2. I/OĘų┼õ▒Ē
▒Ē1─═ļŖē║Öz▓ķįOéõ▌ö╚ļ▌ö│÷ą┼╠¢▒Ē
|
I1 |
╩ųäė/ūįäė▐DōQ |
|
I2 |
╝▒═Ż/Å═╬╗ |
|
I3 |
╩ųäė+ |
|
I4 |
«aŲĘ▀xō± |
|
I5 |
ÜŌĖū0╬╗ |
|
I6 |
ÜŌĖū0╬╗ |
|
I7 |
«aŲĘĄĮ╬╗ |
|
I8 |
│¼┬® |
|
Q1 |
ÜŌĖū |
|
Q2 |
─═ē║āx |
|
Q3 |
ł¾Š» |
|
Q4 |
Å═╬╗ |
3. LOGO! ┐žųŲ│╠ą“šf├„
▓┘ū„š▀Ę┼╚ļ«aŲĘŻ¼═Ų╚ļ«aŲĘĄūū∙Ż¼I3╦∙▀BĮėĄ─é„ĖąŲ„Ģ■Ėąæ¬ĄĮą┼╠¢Ż¼PLC▌ö│÷“īäėą┼╠¢ĄĮQ1▀BĮėĄ─ÜŌĖūŻ¼“īäė╠ĮßśŽ┬ąąĮėė|«aŲĘĪŻ╚╗║¾åóäė─═ē║āx▀Mąą─═ļŖē║Öz▓ķĪŻ«aŲĘ║ŽĖ±╗“š▀▓╗║ŽĖ±─═ē║āxĢ■ĘĄ╗ž▓╗═¼Ą─ą┼╠¢Ż¼PLCĖ∙ō■─═ē║āxĘĄ╗žĄ─ą┼╠¢üĒøQČ©Å═╬╗╗“š▀ł¾Š»ĪŻ╚╗║¾▀M╚ļŽ┬ę╗«aŲĘ£yįć┴„│╠ĪŻ
4. æ¬ė├įOéõłDŲ¼š╣╩Š

łD4 įOéõš¹¾włD

łD5┐žųŲŽõā╚▓┐łD
╦─Īóæ¬ė├¾wĢ■
12/24RCŻ©0BA6Ż®ą═┐žųŲŲ„ąįār▒╚▌^Ė▀Ż¼ĮøØ·īŹė├Ż¼ė├į┌ąĪą═įOéõ╔ŽĘŪ│Ż║Ž▀mĪŻĄ½▌ö╚ļļŖē║24VĄ─┐žųŲŲ„¤oĘ©ų▒Įė╩╣ė├AC220VļŖį┤ĪŻį┌╩╣ė├▀^│╠ųą░▓čb┴╦éĆ▓ÕŅ^╩ĮĄ─ļŖį┤ūāōQŲ„Ż¼╚ń╣¹┐žųŲŲ„Ħķ_ĻPļŖį┤Š═ĘĮ▒Ń┴╦ĪŻ┴Ē═Ōį┌▀xą═Ģrī”I/OöĄ┴┐╣└ėŗėąš`Ż¼I/O┐┌▓╗ūŃŻ¼╩╣ė├Ģrė├└^ļŖŲ„┤·╠µ┴╦ĪŻįOéõĮø▀^įćė├Ż¼═Ļ╚½▀_ĄĮįOėŗę¬Ū¾Ż¼▒▄├Ō╩ų╣ż▓┘ū„ĦüĒĄ─å¢Ņ}Ż¼«aŲĘ┘|┴┐╔·«aą¦┬╩▀Mę╗▓Į╠ßĖ▀ĪŻ
ģó┐╝╬─½I [1] ģó┐╝╬─½Iā╚╚▌Ż║ĪČLOGO!┐žųŲŲ„īŹė¢Į╠│╠ĪĘŻ╗ū„š▀Åłūė┴xūg
ū„š▀║åĮķ ÅłØ╔┴┴ ─ąŻ¼Ė▀╝ē╝╝Ĥ

