1. ┴╦ĮŌLOGO!
ķ_╩╝įOėŗHT200Bą═╗ž▐D╣żū„┼_Ż¼╩Ūį┌2009─ĻĪŻ─ŪĢr║“╬ęéāÅS╝╝ąg▓┐øQČ©ūįų„ķ_░lą┬ą═╗ž▐D╣żū„┼_Ż¼ė├ęį┼õ║Ž┬õĄž╩ĮńMŃŖ┤▓Ą╚ų„ÖCęį▀Mąą╝ė╣żĪŻįō┼_ą┬ą═╗ž▐D╣żū„┼_ę¬Ū¾ę║ē║ÖCśŗŠ▀éõūįäėŖAŠo╣”─▄Ż¼ņoē║ÖCśŗ╝░ØÖ╗¼┐žųŲę▓ąĶ┼cų«Ųź┼õŽÓĻP┬ōĄ─äėū„Ż¼═¼ĢrĖ„▓┐Ęų▓┘┐vėą▌^ČÓ▀ē▌ŗĢrą“╝░Ž▐ųŲę¬Ū¾Ż¼Č°į┌ÖC┤▓▓┘ū„╔Žę¬Ū¾▒M┴┐║åå╬ęūė├ĪŻę“┤╦Ż¼▓╔ė├ąĪą═PLC▀Mąą▀ē▌ŗ┐žųŲŻ¼ęįØMūŃÖC┤▓Ą─Ė„ĒŚąį─▄ę¬Ū¾│╔×ķūŅ╝čĄ─▀xō±ĪŻ╬ęÅSĄ─│÷┐┌ą═ōu▒█Ń@┤▓«öĢręčĮø▓╔ė├┴╦╬„ķTūėĄ─LOGO!▀Mąą▀ē▌ŗ┐žųŲŻ¼═©▀^┤¾┴┐«aŲĘ▀\ąąš{įćĄ─ĮY╣¹┐╔ęį┐┤ĄĮŻ¼LOGO!Ųõ┐žųŲąį─▄╩╝ĮKĘŪ│Żā×┴╝Ż¼╣żū„ĘĆČ©ąįęÓųĄĄ├ą┼┘ćŻ¼▀@ą®ā׳cį┌║¾Ų┌«aŲĘĘ┤üą┼Žóųąę▓Ą├ĄĮ┴╦ėĪūCŻ¼┐╔ęįšf LOGO!×ķ╬ęéāĄ─«aŲĘ╠ß╣®┴╦ėą┴”Ą─╝╝ąg▒ŻšŽŻ¼═¼Ģrę▓äōįņ┴╦┐╔ė^Ą─ĮøØ·ą¦ęµ║═╩ął÷ŲĘ┼Ųė░Ēæ┴”ĪŻę“┤╦Ż¼╬ęų°ųž┐╝æ]▓╔ė├LOGO!ī”ą┬ą═╗ž▐D╣żū„┼_▀Mąą┐žųŲĪŻ
2. ▀xō±LOGO!
═©▀^ī”ČÓĘNŲĘ┼ŲPLCĄ─Ęų╬÷┼c║Y▀xŻ¼ūŅĮKøQČ©▀xō±LOGO!ū„×ķ«aŲĘĄ─┐žųŲå╬į¬ĪŻ╩ūŽ╚Ż¼LOGO!ā×įĮė┌Ųõ╦³ŲĘ┼ŲPLCĄ─īÆĘČć·▌ö╚ļļŖē║╠ž³cśO┤¾ĘĮ▒Ń┴╦«aŲĘĄ─įOėŗŻ¼═¼Ģr▒ŻūC┴╦ÖC┤▓▀\ąąĄ─┐╔┐┐ąįŻ╗Ųõ┤╬Ż¼LOGO!Š½║åąĪŪ╔Ą─¾wĘeš╝ė├┐šķgąĪŻ¼Č°ŪęŲõöUš╣─ŻēK¤oąĶ▀BĮėļŖ└|Č°┼cų„─ŻēK┐╔ų▒▓ÕŽÓ▀BŻ¼╝╚ĘĮ▒Ńėų╣Ø╩Ī┐šķgŻ╗┴Ē═ŌŻ¼Ųõ║å▒ŃĄ─ŠÄ│╠š{įćĪó┐╔┐┐Ą─┐žųŲąį─▄╝░▒ŃĮ▌Ą─│╠ą“┤µā”─ŻēK×ķ«aŲĘįOėŗ╝░Į±║¾┴┐«a╠ß╣®┴╦ėą┴”Ą─▒ŻšŽĪŻŠC║ŽČÓĘĮ┐╝æ]Ż¼ūŅĮK┤_Č©LOGO!│╔×ķ▓╗Č■Ą─▀xō±ĪŻ
3. æ¬ė├LOGO!
Ż©1Ż® æ¬ė├║å╩÷
▓╔ė├LOGO!┐žųŲĄ─ą┬ą═╗ž▐D╣żū„┼_Ż¼ŲõČÓ×ķ┼õ║Ž┬õĄž╩ĮńMŃŖ┤▓Ą╚┤ų╝ė╣żĪóųžŪąŽ„ą═ÖC┤▓╩╣ė├Ż¼ė├ęįčb┐©Īó│ą▌d┤²╝ė╣ż┴Ń╝■Ą╚ĪŻį┌┐žųŲ╔ŽŻ¼Ųõæ¬īŹ¼FĄ─╣”─▄░³└©▀MĮo▌SŪąōQĪó▀MĮo▌S³cäė║═ūįäė▀MĮoĪóę║ē║ÖCśŗ║═ØÖ╗¼ÖCśŗĄ─▀ē▌ŗ┐žųŲęį╝░ŽÓĻPĄ─ĻP┬ō╗źµiĪóčėĢr┐žųŲĄ╚╣”─▄ĪŻĮø▀^ČÓ┼_«aŲĘĄ─ČÓ┤╬š{įć┼cÖz“ׯ¼ūC├„LOGO!┐╔ęį┴╝║├ĄžīŹ¼F╦∙ėąŅAįO╣”─▄Ż¼▓ó┐╔ęįĘĆČ©▀\ąąŻ¼╚ĪĄ├Ą─ą¦╣¹ĘŪ│Ż│÷╔½ĪŻ
Ż©2Ż® ╣ż╦ć┴„│╠ĮķĮB
LOGO!į┌įōHT200Bą═╗ž▐D╣żū„┼_ųąĄ─┐žųŲ┴„│╠┐╔ęįė├╚ńŽ┬łD1ŪÕ╬·ĄžėĶęį▒Ē╩ŠŻ║
łD1 HT200Bą═╗ž▐D╣żū„┼_┐žųŲ┴„│╠łD
Ż©3Ż® ŽĄĮyė▓╝■┼õų├
▓╔ė├LOGO!┐žųŲĄ─HT200Bą═╗ž▐D╣żū„┼_Ż¼ļŖÜŌ╔Žų„ę¬ė╔▓┘ū„å╬į¬Ż©╚ń┐žųŲ║ą░┤ŌoĪóÖCąĄ▓┘ū„└ŁŚUķ_ĻPĄ╚Ż®Īó┐žųŲå╬į¬Ż©╚ńLOGO!Ż®Īó“īäėå╬į¬Ż©╚ńĮėė|Ų„Īó└^ļŖŲ„Ą╚Ż®Īół╠ąąå╬į¬Ż©╚ńļŖäėÖCĪóļŖ┤┼ķyĄ╚Ż®ęį╝░Ę┤üå╬į¬Ż©╚ńŽ▐╬╗ķ_ĻPĄ╚Ż®ĮM│╔ĪŻ
▓┘ū„å╬╬╗▓╔ė├╩ų│ų╩ĮęŲäė▓┘ū„║ąŻ¼Ųõ╔ŽĄ─Ė„éĆ░┤ŌoĪóą²Ōo┼õ║ŽÖCąĄ└ŁŚUĄĮ╬╗ķ_ĻP╣▓═¼╩╣ė├Ż¼ū„×ķÖC┤▓┐žųŲŲ„Ą─▓┐Ęų▌ö╚ļą┼╠¢ģó┼c┐žųŲĪŻ┐žųŲå╬į¬×ķę╗éĆ╗∙▒Š─ŻēKLOGO!230RCO║═ę╗éĆöUš╣─ŻēKLOGO!DM8 230RŻ¼Ųõ12éĆ▌ö╚ļ³c║═8éĆ▌ö│÷³c╚½▓┐ģó┼c┐žųŲĪŻ“īäėå╬į¬Ęų×ķā╔▓┐ĘųŻ║ę╗▓┐Ęų“īäė▀MĮoļŖÖCŻ©5.5kWŻ®║═ė═▒├ļŖÖCŻ©1.5kWŻ®Ż¼Š∙▓╔ė├╬„ķTūė3TSŽĄ┴ąĮėė|Ų„▀Mąą┐žųŲŻ╗┴Ēę╗▓┐Ęų“īäėā╔ĮMļŖ┤┼ķy║═┴∙▓┐ųĖ╩Š¤¶Ż¼Š∙▓╔ė├╬„ķTūė3THŽĄ┴ąųąķg└^ļŖŲ„▀Mąą┐žųŲĪŻł╠ąąå╬į¬ęč╚ń╔Ž╦∙╩÷Ż¼×ķā╔éĆļŖäėÖCĪóā╔ĮMļŖ┤┼ķy║═┴∙▓┐ųĖ╩Š¤¶ĪŻĘ┤üå╬į¬ė╔Ė„▓┐ąą│╠Ž▐╬╗ķ_ĻP║═Ė„▓┐ę║ē║Öz£yķ_ĻPĮM│╔Ż¼ęÓū„×ķÖC┤▓┐žųŲŲ„Ą─▓┐Ęų▌ö╚ļą┼╠¢ģó┼c┐žųŲĪŻ
HT200Bą═╗ž▐D╣żū„┼_Ą─ļŖÜŌ┐žųŲ╣±ā╚▓┐ļŖ▒Pė▓╝■▓╝ŠųĮYśŗ╚ńŽ┬łD2 ╦∙╩ŠŻ║
łD2 HT200Bą═╗ž▐D╣żū„┼_┐žųŲ╣±ā╚▓┐ļŖ▒PłD
Ż©4Ż® ▄ø╝■ķ_░l
HT200Bą═╗ž▐D╣żū„┼_Ą─PLC▌ö╚ļ▌ö│÷ą┼╠¢Ęų┼õ╚ńŽ┬▒Ē1╦∙╩ŠŻ║
▒ĒĖ±1Ż¼HT200Bą═╗ž▐D╣żū„┼_▌ö╚ļ▌ö│÷ą┼╠¢▒Ē
Fig1Ż¼The I/O signal of HT200B operating platform
|
I1 (230RCO) |
ÖC┤▓åóäė |
|
I2 (230RCO) |
š²Ž“³cäė▀\ąą |
|
I3 (230RCO) |
Ę┤Ž“³cäė▀\ąą |
|
I4 (230RCO) |
ė═▒├═Żų╣ |
|
I5 (230RCO) |
š²Ž“ÖCäė▀MĮo |
|
I6 (230RCO) |
Ę┤Ž“ÖCäė▀MĮo |
|
I7 (230RCO) |
Ęų┼õ╣żū„┼_ |
|
I8 (230RCO) |
Ęų┼õ╗¼ū∙ |
|
I9(DM8 230R/I1) |
╣żū„┼_/╗¼ū∙ŪąōQą┼╠¢ |
|
I10 (DM8 230R/I2) |
╗¼ū∙ę║ē║ą┼╠¢ |
|
I11 (DM8 230R/I3) |
╣ŌīWšš├„ |
|
I12 (DM8 230R/I4) |
┤ų│▀šš├„ |
|
Q1 (230RCO) |
▀MĮoļŖÖCš²Ž“▀\ąą |
|
Q2 (230RCO) |
▀MĮoļŖÖCĘ┤Ž“▀\ąą |
|
Q3 (230RCO) |
ė═▒├ļŖÖC▀\ąą |
|
Q4 (230RCO) |
╣ŌīWšš├„▌ö│÷ |
|
Q5(DM8 230R/Q1) |
╣żū„┼_▀\äėĘų┼õ |
|
Q6(DM8 230R/Q2) |
╗¼ū∙▀\äėĘų┼õ |
|
Q7(DM8 230R/Q3) |
┤ų│▀šš├„▌ö│÷ |
|
Q8(DM8 230R/Q4) |
▀\äėųĖ╩Š¤¶▌ö│÷ |
HT200Bą═╗ž▐D╣żū„┼_Ą─LOGO!│╠ą“Ż¼ų„¾w│╠ą“╗∙▒Š┐╔ęįĘų×ķ╚²▓┐ĘųŻ║╝┤▀MĮoļŖÖCĄ─▀\äė┐žųŲŻ¼Ė„▀MĮo▌SĄ─▀\äėĘų┼õŻ¼ė═▒├▀\ąą┐žųŲ╚²éĆ▓┐ĘųĪŻ
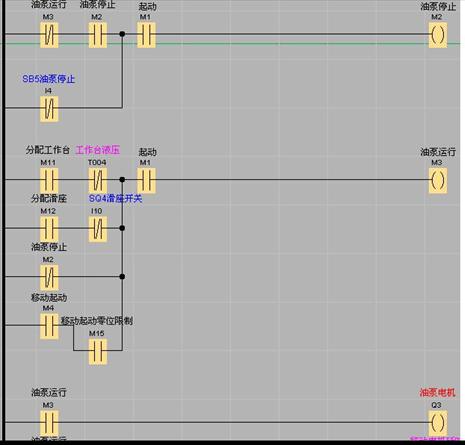
łD3×ķ▀MĮoļŖÖC▀\äė┐žųŲ▓┐ĘųĄ─╠▌ą╬łD│╠ą“Č╬ĪŻ▀MĮoļŖÖCĄ─▀\ąą╩▄ĄĮ▀MĮo▌S▀xō±ĪóÖCąĄ└ŁŚUĮY║Ž╬╗ų├Īóę║ē║ą┼╠¢Īó▀\ąąčėĢrĪóš²ĘĮŽ“▀xō±Ą╚ČÓéĆŚl╝■Ą─ųŲ╝sĪŻęį╗¼ū∙š²Ž“▀\ąą×ķ└²Ż║╩ūŽ╚ąĶę¬īó╩ų│ų║ąą²ŌoSA2Ęų┼õų┴╗¼ū∙Ż©I7×ķöÓŻ¼I8×ķ═©Ż®Ż¼╚╗║¾īóÖCąĄ└ŁŚUĘų┼õų┴╗¼ū∙ĮY║Ž╬╗ų├Ż©I9×ķöÓŻ®Ż¼┤²ĄĮ╗¼ū∙ę║ē║ą┼╠¢ė|░lŻ©I10×ķ═©Ż®║═ļŖÖC▀\ąąčėĢrė|░lŻ©T001×ķ═©Ż¼T008×ķ═©Ż®ĢrŻ¼░┤Ž┬š²Ž“▀\ąą░┤ŌoŻ©┤╦Ģr欫öM1×ķ═©Ż¼M5×ķ═©Ż¼M6×ķöÓŻ®Ż¼ät┤╦Ģr╗¼ū∙▀Mąąš²Ž“▀\ąąŻ©╝┤M7═©Ż¼M9öÓŻ¼Q1═©Ż¼Q2öÓŻ®ĪŻ
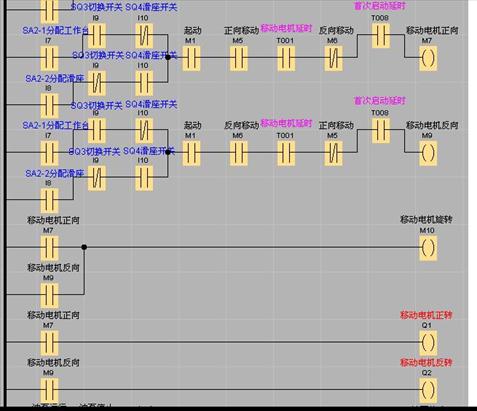
łD3 ▀MĮoļŖÖC▀\äė┐žųŲ
łD4×ķ▀MĮo▌S▀\äėĘų┼õĄ─╠▌ą╬łD│╠ą“Č╬ĪŻĖ„▌SĄ─▀\äėĘų┼õ╩▄ĄĮ╩ų│ų║ą▓┘ū„║═ÖCąĄ└ŁŚUĮY║ŽĄ─╣▓═¼ė░ĒæĪŻ╚ńę¬Ęų┼õ╣żū„┼_▀\äėŻ¼ätąĶę¬╩ų│ų║ąą²ŌoSA2Ęų┼õų┴╣żū„┼_Ż©I7×ķ═©Ż¼I8×ķöÓŻ®Ż¼ÖCąĄ└ŁŚUĘų┼õų┴╣żū„┼_ĮY║Ž╬╗ų├Ż©I9×ķ═©Ż®═¼Ģrė═▒├▀\ąąŻ©M3×ķ═©Ż®ĢrĘĮ┐╔ł╠ąąŻ©Q5×ķ═©Ż®ĪŻ
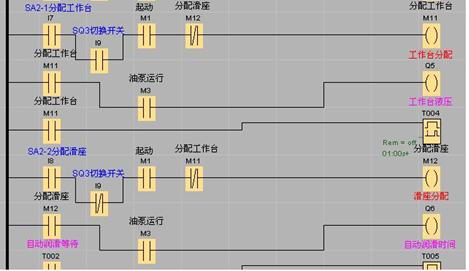
łD4 ▀MĮo▌S▀\äėĘų┼õ
łD5×ķė═▒├▀\ąą┐žųŲĄ─╠▌ą╬łD│╠ą“Č╬ĪŻė═▒├Ą─┐žųŲ╩▄ĄĮ▀\äėĘų┼õĪóę║ē║ą┼╠¢Ą╚ČÓųžŚl╝■Ą─ė░ĒæŻ¼Ųõ║╦ą─╣”─▄╩Ū▒ŻūCÖC┤▓į┌╚╬║╬äėū„ĀŅæBŽ┬Ż¼Č╝┐╔ęįīŹ¼Fė═▒├Ą─ūįäėåóäė▀\ąąĪŻ
łD5 ė═▒├▀\ąąĘų┼õ
Ż©5Ż®╩╣ė├LOGO! Ą─¾wĢ■
į┌╩╣ė├LOGO!▀Mąą│╠ą“įOėŗęį╝░¼Fł÷š{įć▀^│╠ųąŻ¼LOGO!║å▒Ńęūė├Ą─ŠÄ│╠ĘĮ╩Įūī╬ęĘŪ│ŻØMęŌŻ¼▀@śO┤¾ĄžĮĄĄ═┴╦╬ęį┌«aŲĘķ_░l▀^│╠ųąĄ─╣żū„ÅŖČ╚Ż¼ŠÄųŲ│╠ą“Ą─Ą├ą─æ¬╩ųęį╝░š{įćĢrĄ─ĘĮ▒Ń┐ņĮ▌┴Ņ╬ęī”«aŲĘĄ─ąį─▄│õØMą┼ą─ĪŻ╬ęī”LOGO!▀@┐ŅPLCĄ─├Ķ╩÷┐╔ęįė├“ąĪŪ╔īŹė├Ūę╣”─▄ÅŖ┤¾Ż¼║åęū┐ņĮ▌Ūęąį─▄ĘĆČ©”üĒą╬╚▌ĪŻ
Å─īŹė├ąįĄ─ĮŪČ╚│÷░lŻ¼éĆ╚╦Į©ūhLOGO!▀@┐ŅPLC┐╔ęį┐╝æ]į÷╝ėI/O³cą┼╠¢ųĖ╩Š¤¶Ż¼╚ń╣¹LOGO!┐╔ęį’@╩ŠĖ„ą┼╠¢³cĄ─ĀŅæBŻ¼īó▀Mę╗▓ĮĘĮ▒ŃļŖÜŌŠSą▐╚╦åTĄ─š{įć╣żū„ĪŻ
ū„š▀║åĮķŻ║
äóč¾Ż©1983─ĻŻ®Ż¼─ąŻ¼▀|īÄ╔“Ļ¢Ż¼▒Š┐ŲŻ¼ų·└Ē╣ż│╠ĤŻ¼╔“Ļ¢ÖC┤▓╣╔Ę▌ėąŽ▐╣½╦ŠųąĮ▌Ń@ńM┤▓ÅS╝╝ąg▓┐ļŖÜŌįOėŗ╩ę

