|
─ŻöM┴┐┤┼ąįÜŌĖūé„ĖąŲ„MPS─▄ē“│ų└mĄ─ĘŪĮėė|╩ĮÖz£yÜŌĖū╗Ņ╚¹Ą─Š½┤_╬╗ų├Ż¼═©▀^─ŻöM┴┐╗“IO-LinkĄ─ĘĮ╩Į▌ö│÷£y┴┐öĄō■Ż¼Ä═ų·ĮŌøQÜŌĖūæ¬ė├ųą╚ń┘|┴┐▒O┐žĪó╚ßąį╔·«aĄ╚╠ž╩ŌąĶŪ¾Ż¼╩╣─·Ą─╔·«a┴„│╠Ė³╝ėųŪ─▄Īóņ`╗ŅĪŻ
═Ų╦]«aŲĘŽĄ┴ą
MPS-C

MPS-T

«aŲĘĖ┼ė[Ż║
Ī¾ ¤oąĶŲõ╦¹┼õ╝■┐╔░▓čbė┌Cą═▓█║═Tą═▓█ā╚
Ī¾ ┴┐│╠25mm-256mm┐╔▀x
Ī¾ £y┴┐ųĄ┐╔═©▀^─ŻöM┴┐Ż©ļŖ┴„╗“ļŖē║Ż®Ż¼ķ_ĻP┴┐ęį╝░IO-LinkČÓĘNĘĮ╩Į▌ö│÷
æ¬ė├Ė┼ė[
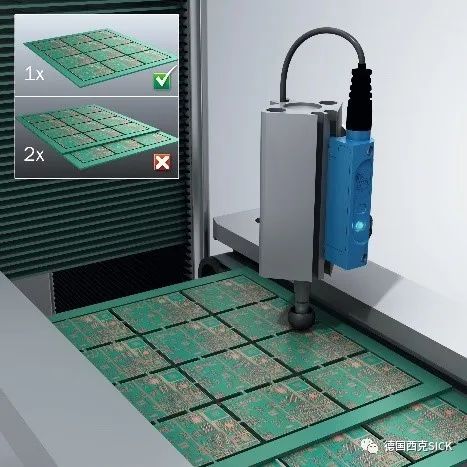
ßśī”ųŲäė╠ż░ÕĄ─▓─┴Ž╚▒Ž▌ūRäe
ųŲäė╠ż░ÕĄ─▓─┴Ž╚▒Ž▌īóī¦ų┬ć└ųž║¾╣¹ĪŻ×ķ┤_▒Ż┐šą─õXųŲ╠ż░ÕĄ─╔·«a┘|┴┐Ż¼į┌ūŅĮK░▓čbų┴ųŲäėŽĄĮyŪ░ūRäe│÷ėą╚▒Ž▌Ą─å¢Ņ}«aŲĘīó╩ŪĻPµIĪŻ
£yįć▀^│╠ųąŻ¼┤²£yįć╠ż░Õīó▒╗Ę┼į┌ā╔éĆÜŌäėĖūų«ķgŖAŠoŻ¼└¹ė├MPS╠ß╣®Ą──ŻöMą┼╠¢Ż¼┐╔½@╚Ī╠ż░Õ╣╠Č©³cų«ķgĄ─ŠÓļxĪŻ╚¶ųŲäė╠ż░Õ╣╠Č©╣Ł╝▄ķgĄ─ŠÓļx│¼▀^ųĖČ©ųĄŻ©å╬╬╗ mmŻ®Ż¼┐žųŲŽĄĮyīóŠ▄Į^Įė╩š╠ż░ÕŻ¼▓╗ėĶ▄ćā╚░▓čbĪŻ┼c▓╔ė├ 2D ŽÓÖCĄ─é„Įy£y┴┐ŽÓ▒╚Ż¼─ŻöM┴┐ÜŌĖūķ_ĻPĄ─ĮŌøQĘĮ░Ė║åå╬Ė▀ą¦ŪęĖ³╝ėĮøØ·ĪŻ
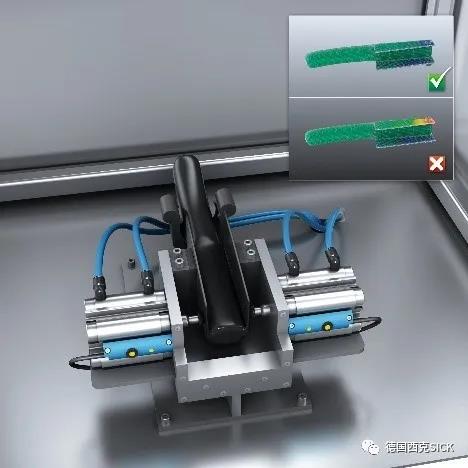
Öz£y╬▌├µ═▀╔·«aųąĄ─ŖAŠ▀╬╗ų├║═▓─┴Ž─źōp
į┌╬▌├µ═▀╔·«aųąŻ¼╣żśIÖCŲ„╚╦║═ķT╝▄╩ĮÖCŲ„╚╦īó▒╗ė├ė┌ęŲäė╬▌├µ═▀ĪŻ╦∙ėąÖCŲ„╚╦ŖAŠ▀Š∙┼õėą┼▌─ŁŽ─zŻ¼ęį├Ōōpē─╬▌├µ═▀Ż¼═¼Ģr┤_▒Ż═▀Ų¼į┌▀\▌öŲ┌ķg▓╗Ģ■Å─ŖAŠ▀╗¼├ōĪŻ
▓╔ė├ IO-LinkĮė┐┌Ą─┤┼ąįÜŌĖūé„ĖąŲ„ MPS-C ┐╔═©▀^ŖAŠ▀╔ŽĄ─ÜŌäėĖū╗Ņ╚¹╬╗ų├┐╔┐┐Öz£y▓╗═¼Ą─ŖAŠ▀ĀŅæB╝░┼▌─ŁŽ─zĄ──źōpŪķørĪŻ
×ķÖz£yĀŅæBūā╗»Ż¼ąĶę¬į┌ŽÓæ¬é„ĖąŲ„ā╚įOČ©╦─éĆ▓╗═¼Ą─╗Ņ╚¹╬╗ų├ĪŻŲõīó═©▀^ IO-Link ū„×ķöĄūųķ_ĻP³c┼c┐žųŲŽĄĮy═©ą┼Ż║
Ą┌ę╗éĆöĄūųķ_ĻP³cįO×ķ“å╬³c─Ż╩Į”ųąĄ─╣╠Č©╬╗ų├ųĄĪŻ╗Ņ╚¹▀\äėĄĮįō╬╗ų├ĢrŻ¼é„ĖąŲ„▌ö│÷ą┼╠¢Ż¼▒Ē╩ŠŖAŠ▀ęčĮø═Ļ╚½┤“ķ_ĪŻ
Ą┌Č■éĆöĄūųķ_ĻP³cįO×ķ┤░┐┌─Ż╩ĮĪŻų╗ę¬╗Ņ╚¹▀\äėį┌įOų├ĘČć·ā╚Ż¼Ą┌Č■éĆķ_ĻP³c▒ŃĢ■äėū„Ż¼é„ĖąŲ„▌ö│÷ą┼╠¢Ż¼ė├ė┌Öz£yŖAŠ▀╩Ūʱęčš²┤_ŖA│ų═▀Ų¼ĪŻ
Ą┌╚²éĆöĄūųķ_ĻP³c═¼śėįO×ķ┤░┐┌─Ż╩ĮĪŻę╗Ą®╗Ņ╚¹▀\äėį┌įōĘČć·ā╚Ż¼▒Ń▒Ē├„┼▌─ŁŽ─z─źōpŻ¼▓─┴Žæ¬▀MąąĖ³ōQĪŻ
×ķ┴╦╠ßŪ░Ėµų¬┐žųŲŽĄĮy┼▌─ŁŽ─ząĶę¬▒╗Ė³ōQŻ¼Ą┌Č■┼cĄ┌╚²éĆöĄūųķ_ĻP³cĄ─ųĖČ©ĘČć·Ģ■ėą╦∙ųž»BĪŻį┌įōųž»Bģ^ė“ųąŻ¼ā╔éĆķ_ĻP┴┐▌ö│÷Š∙Ģ■äėū„ĪŻ▀@ęŌ╬Čų°Ż¼┼▌─ŁŽ─zļm╚╗─źōpŻ¼Ą½ŖAŠ▀ę└┼f─▄░▓╚½ŖA╚Ī═▀Ų¼ĪŻ
Ą┌╦─éĆöĄūųķ_ĻP³c┼c╩ūéĆķ_ĻP³cŽÓ═¼Ż¼įO×ķå╬³c─Ż╩ĮĪŻįōķ_ĻP³c▒Ē╩ŠŖAŠ▀ęčķ]║ŽŻ¼╬┤ŖA╚Ī╬’¾wĪŻ▀@─▄ē“┐╔┐┐▒▄├ŌÖCŲ„ęŌ═Ō═ŻÖCĪŻ
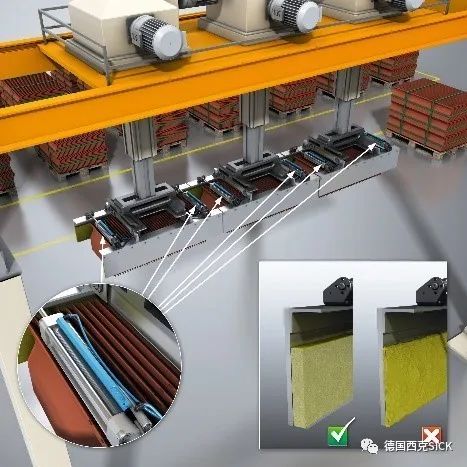
║ĖĮė╦▄┴ŽĢrĄ─│¼┬Ģ▓©░l╔·Ų„╬╗ų├▒O┐ž
│¼┬Ģ▓©║ĖĮė╦▄┴Ž▓┐╝■ĢrŻ¼▒žĒÜ┤_▒Ż║ĖŅ^╗“│¼┬Ģ▓©░l╔·Ų„╠Äė┌š²┤_╬╗ų├ĪŻ«ģŠ╣Ż¼ų╗ėą╚ń┤╦▓┼─▄į┌║ĖĮėģ^ė“ā╚«a╔·ūŃē“Ą─¤ß┴┐Ż¼ęį▒ŃķLĢrķgĘĆČ©╚█╗»╦▄┴ŽĪŻ
į┌┤╦▀^│╠ųąŻ¼ÜŌäėĖū┐žųŲ│¼┬Ģ▓©░l╔·Ų„Ą─ęŲäėŻ¼╚╗║¾Ž“▒╗║ĖĮė╬’¾w╩®ē║ĪŻÜŌĖū╔Ž░▓čbĄ─ MPS-T ┤┼ąįÜŌĖūé„ĖąŲ„┐╔ęį═©▀^īŹĢr▒O£yÜŌäėĖū╗Ņ╚¹Ą─╬╗ų├£╩┤_ūRäeŽÓæ¬│¼┬Ģ▓©░l╔·Ų„Ą─╬╗ų├Ż¼▓ó═©▀^─ŻöM┴┐Ą─ĘĮ╩ĮīŹĢrīó£y┴┐ųĄé„▌öų┴┐žųŲŽĄĮyĪŻ
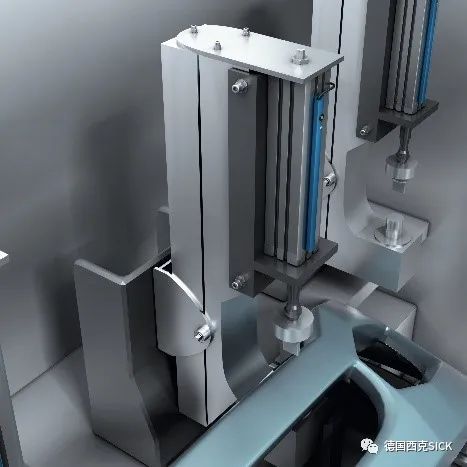
│¼┬Ģ▓©║ĖĮė╦▄┴ŽĢrĄ─▓┐╝■╬╗ų├▒O┐ž
▀Mąą│¼┬Ģ▓©║ĖĮė┴„│╠ų«Ū░Ż¼æ¬┤_▒Ż┤²║ĖĮėĄ─╦▄┴Ž▓┐╝■╠Äė┌š²┤_╬╗ų├ĪŻ─ŻöM┴┐┤┼ąįÜŌĖūé„ĖąŲ„MPS-C ▒╗░▓čbį┌ė├ė┌▒╗║ĖĮė╬’¾wČ©╬╗Ą─ÜŌäėĖū╔ŽŻ¼╦³Ģ■īó╦▄┴Ž▓┐╝■═ŲĄĮŽÓæ¬╬╗ų├ĪŻ
é„ĖąŲ„▒╗ė├ė┌┤_▒Żų╗ėąį┌▒╗║ĖĮė╬’¾w╬╗ų├¤oš`Ż¼Å─Č°┤_▒Ż║Ė³c╬╗ų├š²┤_Ģr▓┼åóäė║ĖĮė┴„│╠ĪŻ┤╦ĢrŻ¼é„ĖąŲ„Ą──ŻöM▌ö│÷ė├ė┌│ų└m▌ö│÷╬╗ų├ą┼╠¢Ż¼ęį┤╦▒O┐ž╗Ņ╚¹╬╗ų├ĪŻ╩╣ė├ IO-Link ĢrŻ¼│²┴╦£yČ©╬╗ų├Ż¼┐═æ¶▀Ć┐╔ųĖČ©ČÓ▀_╦─éĆöĄūųķ_ĻP³cĪŻ
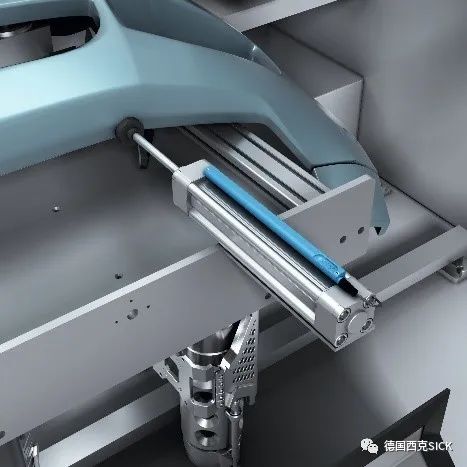
ėĪ╦óļŖ┬Ę░ÕĄ─ļpÅłÖz£y
į┌ėĪ╦óļŖ┬Ę░Õ▀\▌öŽĄĮyųąŻ¼╚ń│÷¼F┴╦ļpÅłėĪ╦óļŖ┬Ę░Õųž»BĄ─š`▓┘ū„Ż¼ć└ųžŪķørŽ┬Ģ■ī¦ų┬ÖCŲ„ōpē─Ż¼Å─Č°įņ│╔Š▐┤¾Ą─╔·«aōp╩¦ĪŻ
═©▀^ąĪą═ÜŌĖūęį╝░─ŻöM┴┐┤┼ąįÜŌĖūé„ĖąŲ„MPS-C▒Ń┐╔į┌ėĪ╦óļŖ┬Ę░Õ░ß▀\ŽĄĮyā╚Ą═│╔▒Š╝»│╔ļŖ┬Ę░Õ║±Č╚£y┴┐Ą─╣”─▄Ż¼┤_▒Ż░▓╚½Ė▀ą¦Ą─ūRäeļpÅłŪķørĪŻį┌┤╦▀^│╠ųąÜŌĖū╔ņ│÷╗Ņ╚¹ė|┼÷ėĪ╦óļŖ┬Ę░ÕŻ¼MPS-C é„ĖąŲ„▒Ń┐╔£y┴┐╗Ņ╚¹ęŲäėĄ─ąą│╠Ż¼▀MČ°┤_Č©╩Ūʱų╗ėąå╬Åł▀Ć╩ŪļpÅłėĪ╦óļŖ┬Ę░ÕĪŻĄ├ęµė┌ 0.1 mm Ą─Ąõą═ųžÅ═Š½Č╚Ż¼MPS-C ę▓▀mė├ė┌£y┴┐▒Īą═ėĪ╦óļŖ┬Ę░ÕĪŻ
|

