|
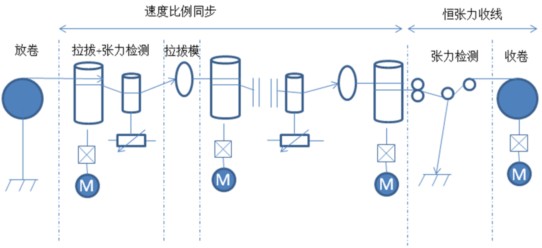
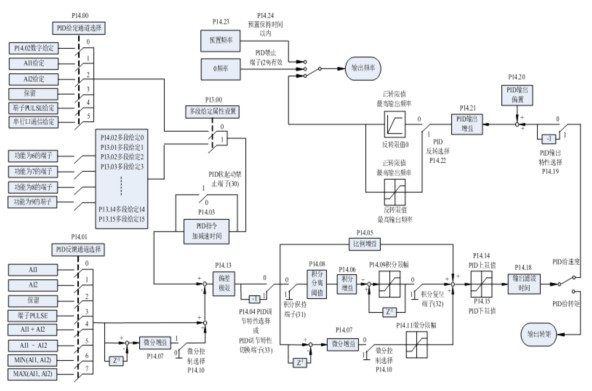
ų▒▀M╩Į└ŁĮzÖC╩Ū│ŻęŖĄ─Įī┘ŠĆ▓─╝ė╣żįOéõųąĄ─ę╗ĘNŻ¼┐╔ī”Ė▀ĪóųąĪóĄ═╠╝õōĮzĪó▓╗õPõōĮzĪóŃ~ĮzĪó║ŽĮŃ~ĮzĪóõX║ŽĮĮzĄ╚▀Mąą╝ė╣żŻ¼ą¦┬╩▒╚▌^Ė▀ĪŻĖ∙ō■╝ė╣żŠĆ▓─║═╝ė╣ż╣ż╦ćę¬Ū¾Ż¼└Ł░╬Ņ^ę╗░Ńėą3ŻŁ10éĆŻ¼į┌├┐ę╗╝ē└Ł░╬Ā┐╔ņ╠Ä┼õų├ę╗ÜŌĖūė├ū„įō╝ēĄ─Åł┴”Öz£yŻ¼ė├ęįīŹĢrš{š¹įō╝ē▐D╦┘▀Mąą╦┘Č╚Ųź┼õĪŻ─┐Ū░Ė„╝ēų«ķgĄ─╦┘Č╚╗∙▒Š╔ŽČ╝▓╔ė├Į╗┴„ūāŅl┐žųŲ╝╝ągŻ¼▓ó▓╔ė├ė|├■Ų┴┤µā”╣ż╦ćģóöĄ║═╔·«aöĄō■Ą╚Ż¼ūįäė╗»│╠Č╚Ė▀Īó▓┘ū„ĘĮ▒ŃĪó└Ł░╬Ą─«aŲĘ┘|┴┐Ė▀ĪŻų▒▀M╩Į└ŁĮzÖCé„äė╩ŠęŌłD╚ńŽ┬Ż║
░┤ššĖ„╝ē╦┘Č╚š{š¹─Ż╩ĮŻ¼┐╔Ęų×ķęįŽ┬ā╔ĘNĘĮ╩Į
ĘĮĘ©ų«ę╗╩Ū╦┘Č╚Ą─PIDš{╣Øė╔┐žųŲŽĄĮyPLCüĒ═Ļ│╔Ż¼╦∙ęįÜŌĖūÅł┴”Ą─Ę┤üę▓▒žĒÜĘ┤üĄĮPLCųą╚źĪŻPLCĮoūāŅlŲ„Ą─ųĖ┴ŅŠ═╩ŪūāŅlŲ„Ą─ūŅĮK╦┘Č╚ųĖ┴ŅŻ¼▀@╩Ū─┐Ū░ų„┴„Ą─┐žųŲĘĮ╩ĮĪŻ╚ńŽ┬łD╩ŠŻ║
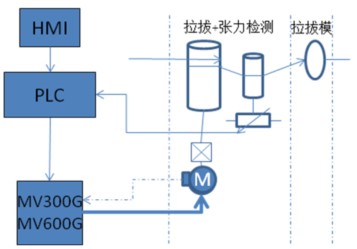
┴Ē═ŌŻ¼Ė∙ō■ļŖÖC╠ß╣®ŠÄ┤aŲ„┼cʱŻ¼ūāŅlŲ„┐╔ęį▀xō±ķ_Łh╩Ė┴┐┐žųŲ┼cķ]Łh╩Ė┴┐┐žųŲĪŻ╚ń╣¹▀xō±ķ_Łh╩Ė┴┐┐žųŲŻ¼ät▀xō±MV300ŽĄ┴ą╝┤┐╔Ż¼╚ń╣¹▀xō±ķ]Łh╩Ė┴┐┐žųŲŻ¼ät▀xō±MV600GŻ¼MV600GŽĄ┴ąūāŅlŲ„ėąś╦┼õPG┐©Ż¼ų¦│ų5V▓ŅĘųķLŠĆąįŠÄ┤aŲ„╗“24Vķ_┬Ę╝»ļŖśOŻ©NPNą═Ż®ŠÄ┤aŲ„ĪŻī”▀@ĘN┐žųŲĘĮ╩ĮŻ¼ę╗░ŃČ╝▀xō±▀\╦Ń╦┘Č╚▒╚▌^┐ņĄ─ųąą═PLCŻ¼╚ń╬„ķTūėS7-300ŽĄ┴ąĄ╚Ż¼▀@ę▓╩Ū─┐Ū░▓╔ė├Ą─ūŅČÓĄ─ę╗ĘNĘĮ╩ĮĪŻ╦┘Č╚Ą─PIDš{š¹╦ŃĘ©ę▓▒╚▌^│╔╩ņŻ¼ė╔PLCüĒ═Ļ│╔ĪŻ
ĘĮĘ©ų«Č■Š═╩ŪīóÅł┴”Ę┤üą┼╠¢Įė╚ļĄĮūāŅlŲ„╚źŻ¼ė╔ūāŅlŲ„üĒ═Ļ│╔╦┘Č╚Ą─PIDš{╣ØŻ¼┐žųŲŲ„PLCų╗ę¬Ė∙ō■Ā┐╔ņ▒╚Īó£p╦┘▒╚╝░▓─┴Žē║┐s┬╩Ą╚ėŗ╦Ń║├Ė„ūāŅlŲ„Ą─ų„╦┘▒╚╝┤┐╔ĪŻ╚ńŽ┬łDŻ║
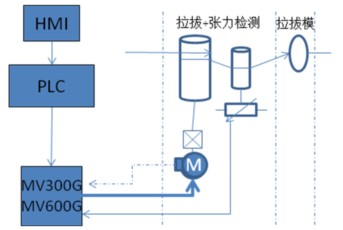
▀@ĘNĘĮ╩ĮČÓė├į┌└Ł░╬Ņ^▓╗ČÓĄ─įOéõ╔ŽŻ¼╚ń║ĖĮzĪŻę“┐žųŲ▓╗║├ęūę²ŲŽĄĮyš╩ÄĪŻ┼cĘĮĘ©ę╗ŽÓ═¼Ż¼┐╔▀xō±MV300G╗“MV600GūāŅlŲ„ĪŻ▀@ĘNĘĮ╩Įė╔ūāŅlŲ„üĒ═Ļ│╔╦┘Č╚PIDĄ─š{╣ØĪŻ╬ę╦ŠMV300G║═MV600GČ╝ų¦│ų╦┘Č╚Ą─ų„▌o»B╝ė─Ż╩ĮŻ¼╚ńŽ┬łD╦∙╩Š
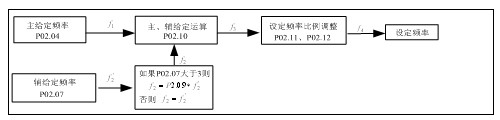
Č°▌oų·ĮoČ©Ņl┬╩ät┐╔ęį┐┐ūāŅlŲ„ā╚ų├Ą─▀^│╠PIDüĒ═Ļ│╔Ż¼╚ńŽ┬łDŻ║
Ė∙ō■┐žųŲŲ„PLC┼cūāŅlŲ„Ņl┬╩é„▀fĄ─ĘĮ╩ĮŻ¼┐╔Ęų×ķ¼Fł÷┐éŠĆ┐žųŲ║═─ŻöM┴┐┐žųŲĪŻ
¼Fł÷┐éŠĆ¼Fł÷▓╝ŠĆ║åå╬Ż¼įĮüĒįĮĄ├ĄĮ┐═æ¶║═ŽĄĮy╝»│╔╔╠Ą─šJ┐╔Ż¼─┐Ū░│Żė├Ą─¼Fł÷┐éŠĆ╩ŪPRODIBUS-DP║═CANOPENĪŻ─ŻöM┴┐┐žųŲ╩ŪįńŲ┌│Ż▓╔ė├Ą─┐žųŲĘĮ╩ĮŻ¼╦³▓╗╩▄ūāŅlŲ„ą═╠¢Ą─ė░ĒæŻ¼ę“×ķūāŅlŲ„Č╝ų¦│ų─ŻöM┴┐Ņl┬╩ĮoČ©Ż¼į┌ōp║”ĢrĖ³ōQüĒĄ─Ė³ĘĮ▒ŃĪŻ
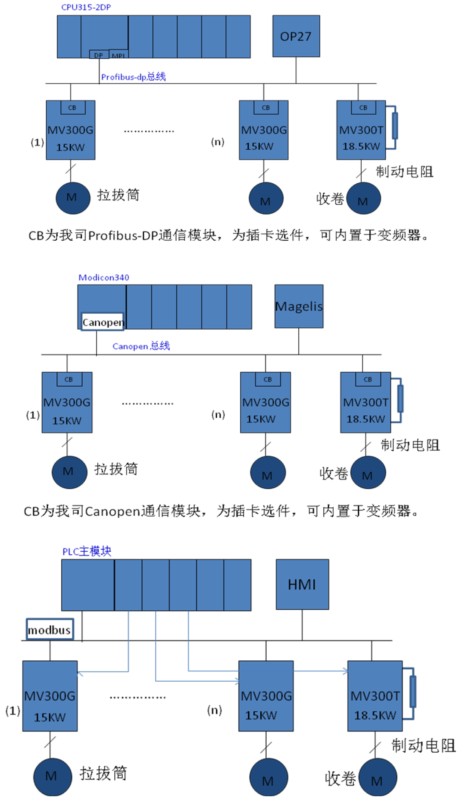
į┌ė├─ŻöM┴┐▀Mąą┐žųŲĢrŻ¼▀Ć┐╔ęį└¹ė├ūāŅlŲ„ā╚ų├Ą─RS485Įė┐┌Ż¼═©▀^MODBUSģfūhīóĖ„ūāŅlŲ„Ą─«öŪ░ĀŅæBūx╚ĪĄĮPLCųą╚źĪŻ
MVŽĄ┴ąūāŅlŲ„į┌ęį╔ŽÄūĘNŽĄĮyśŗ│╔ĘĮ╩Į╔ŽČ╝ėą┼·┴┐│╔╩ņæ¬ė├Ż¼ÅVĘ║æ¬ė├ė┌║ĖŚlĪó║ĖĮz(ÜŌ▒Ż║ĖĮzĪó┬±╗Ī║ĖĮzĪó╦ÄąŠ║ĖĮzĄ╚Ż®ĪóõōĮzŻ©Ė▀ĪóųąĪóĄ═╠╝õōĮzŻ¼▓╗õPõōĮzŻ¼ŅAæ¬┴”õōĮzŻ¼▌å╠źõōĮzŻ¼─z╣▄õōĮzŻ¼ÅŚ╗╔õōĮzŻ¼õō║¤ŠĆĄ╚Ż®ĪóļŖŠĆļŖė[Ż©õX░³õōĮzĪóŃ~ĮzĪóõXĮzĄ╚Ż®Īó║ŽĮĮzĄ╚Ė„ĘNĮī┘ŠĆ▓─Ą─╝ė╣żĪŻ
ė╔MVŽĄ┴ąūāŅlŲ„+PLC+HMIśŗ│╔Ą─ŽĄĮy▀ĆŠ▀ėą╚ńŽ┬╣”─▄Ż║Š½┤_ėŗ├ūĪóČ©ķLūįäė£p╦┘▓ó═Ż▄ćĪó öÓŠĆÖz£y▓óūįäė═Ż▄ćĪó╚╬ęŌŠĒ═▓š²Ę┤³cäė╝░ū¾ėę┬ōäėĪóĖ„ĘN╣╩šŽą┼Žó╝░╠Ä└Ēą┼Žó’@╩ŠĪóĖ„ĘN▀\äėą┼Žó▒O┐žĪŻ┤╦═ŌŽĄĮy▀Ćų¦│ų╚╬ęŌ┼õ─Ż╣ż╦ćŻ¼─ŻŠ▀─źōp║¾═©▀^š{ųCūįäėčaāöŻ¼▓╗ęūöÓĮzĪŻ▓óįOėą╠°ŠĆčbų├┐╔╚╬ęŌŪą│²ŠĒ═▓└Ł░╬Ż¼ęį▀mæ¬▓╗═¼Ą─╣ż╦ćĪŻ
|

