ĖĄ┤¾¢|
╠Kų▌├¹äōūįäė╗»ėąŽ▐╣½╦Š ╠Kų▌Įķŗģ^░ūč¾×│┤¾Įųč¾─Ž┬Ę 20-2╠¢ 215103
š¬ę¬Ż║
▒Š╬─ĮķĮB┴╦╬„ķTūė╣½╦ŠĄ─ LOGO!Ą─╣”─▄║═╠ž³cŻ¼▓óįö╝Üšf├„┴╦Č╦ūėš█ÅØÖCĄ─ĮM│╔įOėŗŻ¼Š▀¾w╣”─▄║═ LOGO!Ą─æ¬ė├ĪŻ
ĻPµIį~Ż║LOGO!Ż╗┐žųŲŻ╗ŽĄĮy
1 ĒŚ─┐║åĮķ
1 ĒŚ─┐║åĮķ
LOGO!╩Ū╬„ķTūė╣½╦ŠĄ─═©ė├▀ē▌ŗ┐žųŲ─ŻēKŻ¼╣”─▄║▄ÅŖ┤¾Ż¼į┌ąĪą═Ą─ÖCąĄ║═čbų├ųąėąų°ĘŪ│ŻÅVĘ║Ą─æ¬ė├Ż¼īó LOGO!æ¬ė├į┌Č╦ūėš█ÅØÖC╔ŽŻ¼Š▀ėą╠ßĖ▀╔·«aĄ─ūįäė╗»ą¦┬╩Ż¼┐╔┐┐ąįĖ▀Ż¼═Č┘YąĪĄ─╠ž³cĪŻ
2 ╣ż╦ć┴„│╠ĮķĮB
3 ĘĮ░Ė┤_Č©
Č╦ūėš█ÅØÖCįŁ▒ŠŅAéõė├└^ļŖŲ„┐žųŲŻ¼Ą½║¾üĒė╔ė┌┐žųŲę¬Ū¾▒╚▌^Å═ļsŻ¼ė├└^ļŖŲ„┐žųŲ▓╗Ģ■║▄└ĒŽļŻ¼╗∙ė┌│╔▒ŠĄ─┐╝æ]Ż¼ę▓ø]ėą╩╣ė├ PLC,Č°╩Ū▀xė├┴╦ LOGO!.
4 «aŲĘė▓╝■┼õų├
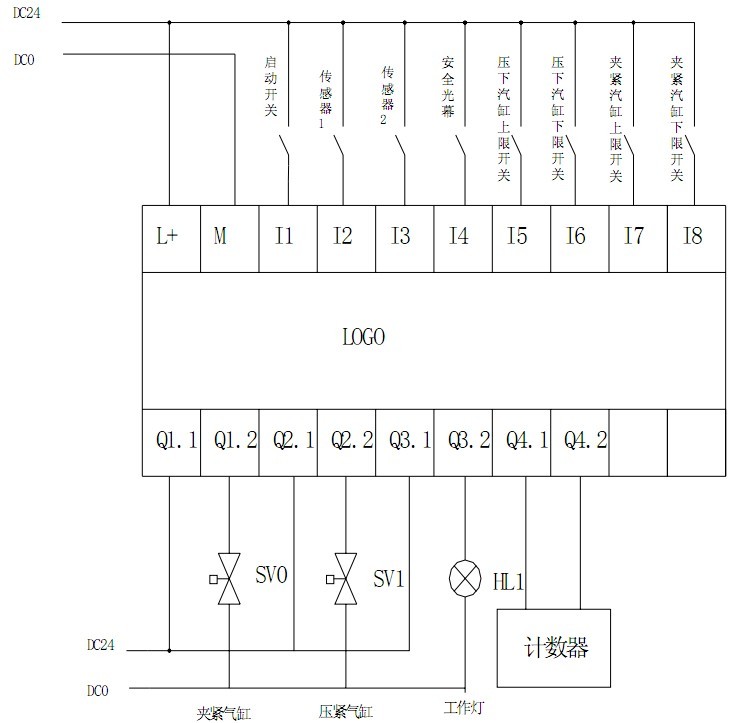
Č╦ūėš█ÅØÖC▀xė├╬„ķTūė LOGO!!24RCoŻ¼24RCo ╩Ū 8 ▌ö╚ļ/4 ▌ö│÷Ą──ŻēKŻ©▌ö╚ļ×ķöĄūų┴┐Ż¼▌ö│÷×ķ└^ļŖŲ„ĘĮ╩ĮŻ®ĪŻ
Ž┬łD×ķįōČ╦ūėš█ÅØÖCĄ─ÖCŲ„łD 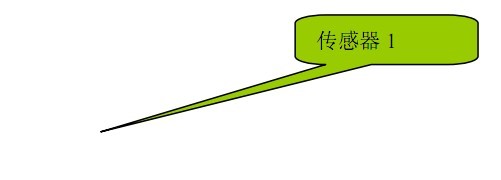
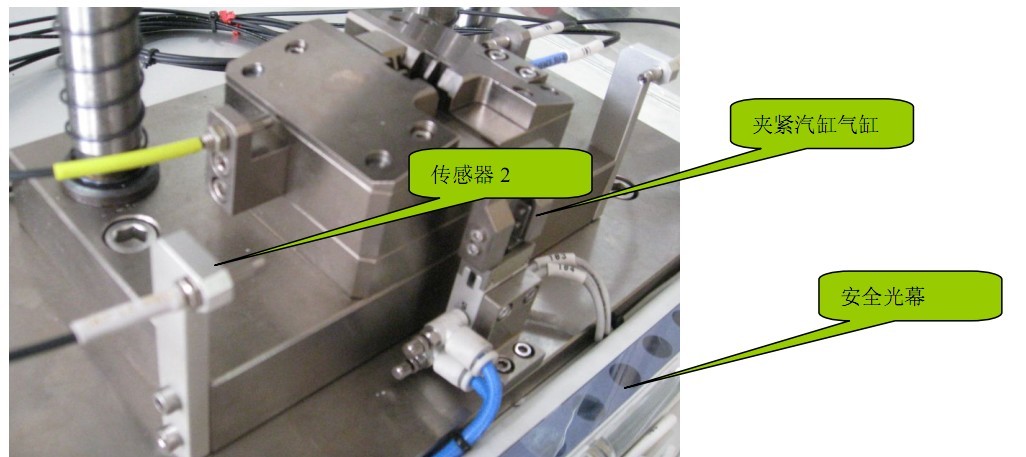
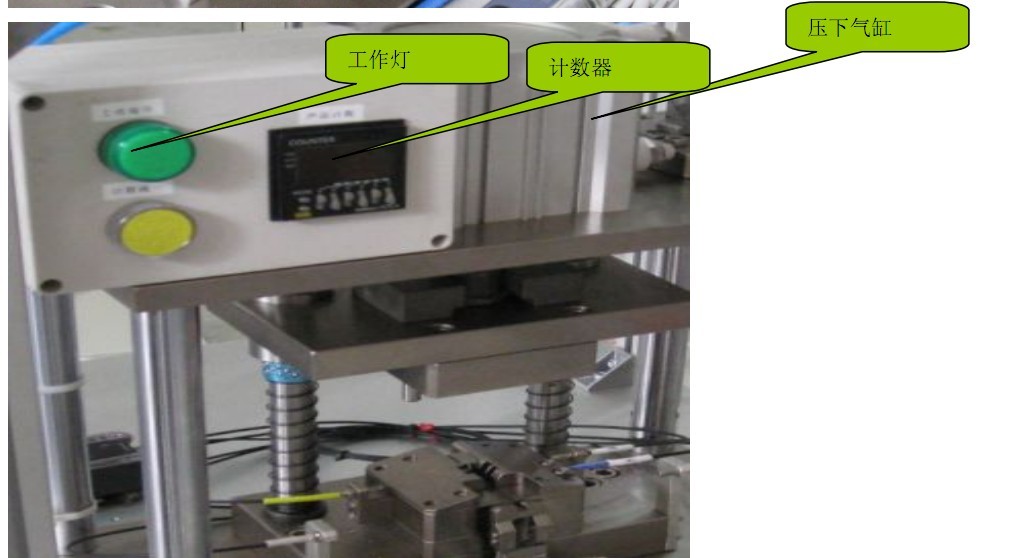
╝ė╣żŪ░║¾Ą─┴Ž╝■łD
╝ė╣żŪ░║¾Ą─┴Ž╝■łD

Č╦ūėš█ÅØÖCŠ═╩Ūø_ē║╚ń╔ŽłD╦∙╩ŠĄ─┴Ž╝■ĪŻ
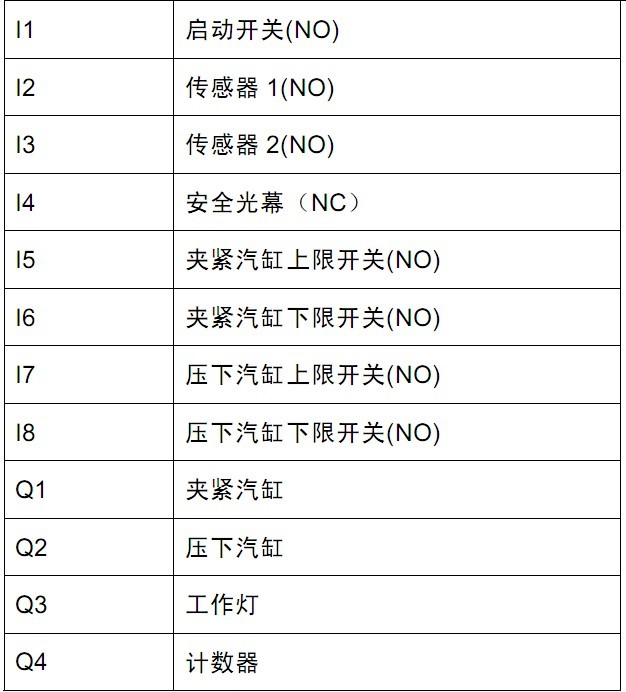
Ž┬łD×ķįōČ╦ūėš█ÅØÖCĄ─ļŖÜŌįŁ└ĒłD
Ž┬łD×ķįōČ╦ūėš█ÅØÖCĄ─ļŖÜŌįŁ└ĒłD
5 ▄ø╝■ķ_░l

Č╦ūėš█ÅØÖCĄ─│╠ą“łD
łD 2

łD 3
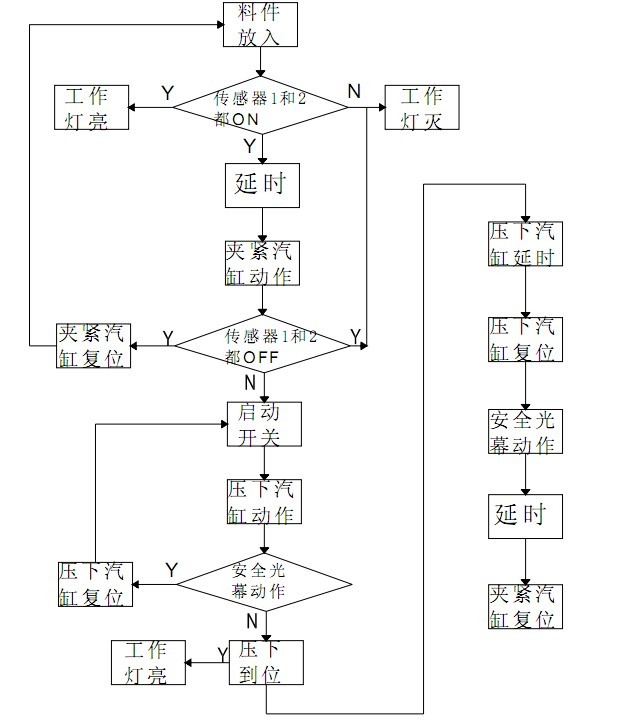
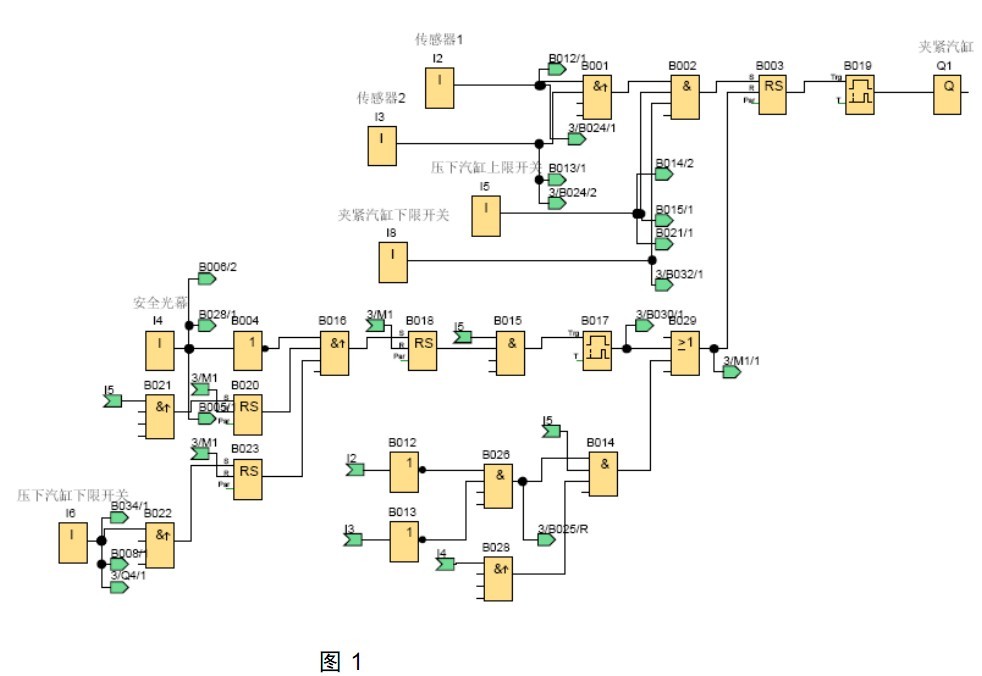
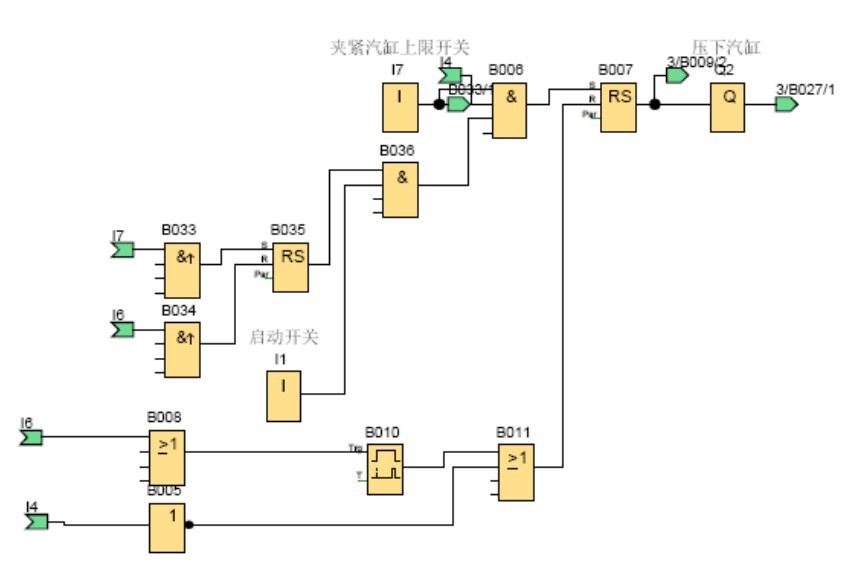
ŽĄĮy▄ø╝■įOėŗ▓╔ė├ FBD ŠÄ│╠Ż¼│╠ą“äėū„šf├„╚ńŽ┬
«ö╩ų░č┴Ž╝■Ę┼╚ļĢrŻ¼é„ĖąŲ„ I2 ║═ I3 ī¦═©Ż¼ŖAŠoŲ¹Ėū║═ē║Ž┬Ų¹ĖūĄ─é„ĖąŲ„ I5 ║═ I8 Č╝į┌įŁ³cŻ¼░▓╚½╣Ō
─╗ I4 ė╔ī¦═©ūāöÓķ_Ż¼Įø▀^čėĢrŻ¼ŖAŠoŲ¹Ėū Q1 äėū„Ż¼I7 ī¦═©Ż¼╚ń╣¹į┌ŖAŠo║¾ø]ėąŖA║├Ż¼I2 ║═ I3 Č╝▓╗
ī¦═©Ż¼═¼Ģr╩ųļxķ_░▓╚½╣Ō─╗ĢrŻ¼░▓╚½╣Ō─╗ I4 ė╔öÓķ_ūāī¦═©Ż¼ŖAŠoŲ¹Ėū Q1 ╦╔ķ_Ż¼ąĶį┘┤╬Ę┼╚ļ┴Ž╝■ĪŻ
─╗ I4 ė╔ī¦═©ūāöÓķ_Ż¼Įø▀^čėĢrŻ¼ŖAŠoŲ¹Ėū Q1 äėū„Ż¼I7 ī¦═©Ż¼╚ń╣¹į┌ŖAŠo║¾ø]ėąŖA║├Ż¼I2 ║═ I3 Č╝▓╗
ī¦═©Ż¼═¼Ģr╩ųļxķ_░▓╚½╣Ō─╗ĢrŻ¼░▓╚½╣Ō─╗ I4 ė╔öÓķ_ūāī¦═©Ż¼ŖAŠoŲ¹Ėū Q1 ╦╔ķ_Ż¼ąĶį┘┤╬Ę┼╚ļ┴Ž╝■ĪŻ
ŖAŠoŲ¹ĖūŖA║├║¾Ż¼░┤Ž┬åóäėķ_ĻP I1Ż¼ē║Ž┬Ų¹Ėū Q2 ė╔╔ŽĄĮŽ┬äėū„Ż¼╚ń╣¹į┌ē║Ž┬Ų¹Ėū Q2 äėū„Ą─▀^│╠ųąŻ¼░▓╚½╣Ō─╗ I4 ė╔ī¦═©ūāöÓķ_Ż¼×ķ┴╦Ę└ų╣╬ŻļUŻ¼ē║Ž┬Ų¹ĖūÅ═╬╗Ż¼ąĶųžą┬░┤Ž┬åóäėķ_ĻPĪŻ«öē║Ž┬Ų¹Ėūē║ĄĮĄūŻ¼I6 ī¦═©Ż¼Įø▀^čėĢrŻ¼ē║Ž┬Ų¹ĖūÅ═╬╗ĪŻ
ē║Ž┬Ų¹Ėū╗žĄĮįŁ³c║¾Ż¼╚ź─├┴Ž╝■Ģr╩ųę¬Įø▀^░▓╚½╣Ō─╗Ż¼░▓╚½╣Ō─╗ I4 ė╔ī¦═©ūāöÓķ_Ż¼Įø▀^čėĢrŻ¼ŖAŠoŲ¹Ėū╦╔ķ_Ż¼╣żū„¤¶£ńŻ¼ę╗éĆ╣żū„ų▄Ų┌═Ļ│╔ĪŻ
į┌ø]ėą░┤Ž┬åóäė░┤Ōoų«Ū░Ż¼é„ĖąŲ„ I2 ║═ I3 Č╝ī¦═©║¾Ż¼╣żū„¤¶┴┴Ż╗é„ĖąŲ„ I2 ║═ I3 Č╝▓╗ī¦═©Ż¼╣żū„¤¶£ńŻ¼į┌░┤Ž┬åóäė░┤ŌoŻ¼ē║Ž┬Ų¹Ėū I6 ī¦═©ų«║¾Ż¼▓╗╣▄é„ĖąŲ„ I2 ║═ I3 ī¦▓╗ī¦═©Ż¼╣żū„¤¶┴┴ĪŻų▒ĄĮę╗éĆ╣żū„ų▄Ų┌═Ļ│╔Ż¼ŖAŠoŲ¹Ėū╦╔ķ_Ż¼╣żū„¤¶▓┼Ģ■£ńĪŻ
ē║Ž┬Ų¹ĖūĄ─Ž┬Ž▐ķ_ĻP I6 ī¦═©ę╗┤╬Ż¼ėŗöĄę╗┤╬ĪŻ
6 æ¬ė├¾wĢ■
LOGO! ┐žųŲŲ„Ą─╩╣ė├╠ßĖ▀┴╦┐╔┐┐ąįŻ¼┐žųŲ║åå╬Ż¼£p╔┘┴╦į¬Ų„╝■Ą─╩╣ė├Ż¼ė╔ė┌▀xė├Ą─ LOGO!ø]ėąę║Š¦├µ░ÕŻ¼ŠÄ│╠ĘĮ├µ═©▀^į┌ļŖ─X╔ŽŠÄīæ║├┴╦į┌į┘Ž┬▌dĄĮ LOGO!ųą╚źŻ¼▀Ć┐╔ęįį┌ŠĆš{įć║═ļxŠĆ─ŻöMŻ¼▒Ńė┌░l¼Få¢Ņ}║═ĮŌøQå¢Ņ}ĪŻ
LOGO! ┐žųŲŲ„Ą─╩╣ė├╠ßĖ▀┴╦┐╔┐┐ąįŻ¼┐žųŲ║åå╬Ż¼£p╔┘┴╦į¬Ų„╝■Ą─╩╣ė├Ż¼ė╔ė┌▀xė├Ą─ LOGO!ø]ėąę║Š¦├µ░ÕŻ¼ŠÄ│╠ĘĮ├µ═©▀^į┌ļŖ─X╔ŽŠÄīæ║├┴╦į┌į┘Ž┬▌dĄĮ LOGO!ųą╚źŻ¼▀Ć┐╔ęįį┌ŠĆš{įć║═ļxŠĆ─ŻöMŻ¼▒Ńė┌░l¼Få¢Ņ}║═ĮŌøQå¢Ņ}ĪŻ
7 ęŌęŖ┼cĮ©ūh
╩╣ė├ LOGO! ┐žųŲŲ„Ą─▀^│╠ųą┐é¾wĖąėX▀Ć╩Ū▓╗ÕeĄ─Ż¼Š═╩ŪĮėŠĆ▓╗╠½ĘĮ▒ŃĪŻ
ģó┐╝╬─½I
[1] ģó┐╝╬─½I: ╔Ņ╚ļ£\│÷╬„ķTūė LOGO!

