M80系統(tǒng)簡(jiǎn)易快速在線增加一個(gè)M代碼
背景說(shuō)明
機(jī)床在安裝、調(diào)試、使用過(guò)程中,越來(lái)越多遇到需要增加某種輔助動(dòng)作,比如夾具自動(dòng)夾緊、放松,自動(dòng)上下料銜接等待等客戶需求,此時(shí)如果設(shè)備里沒(méi)有相應(yīng)或多余M代碼對(duì)應(yīng),或者機(jī)床現(xiàn)有M代碼邏輯不符合自己需要,就要現(xiàn)場(chǎng)增加M代碼。那如何簡(jiǎn)單方便增加一個(gè)M代碼呢?
三菱系統(tǒng)增加M代碼PLC編程方法很多,以下介紹M80系統(tǒng)最為簡(jiǎn)易、快速在線增加一個(gè)M代碼的方法。
增加方法
① 本例以增加M300為例,在線進(jìn)入PLC“編輯”畫(huà)面后,單獨(dú)插入一行,輸入如下地址回路,如圖1:
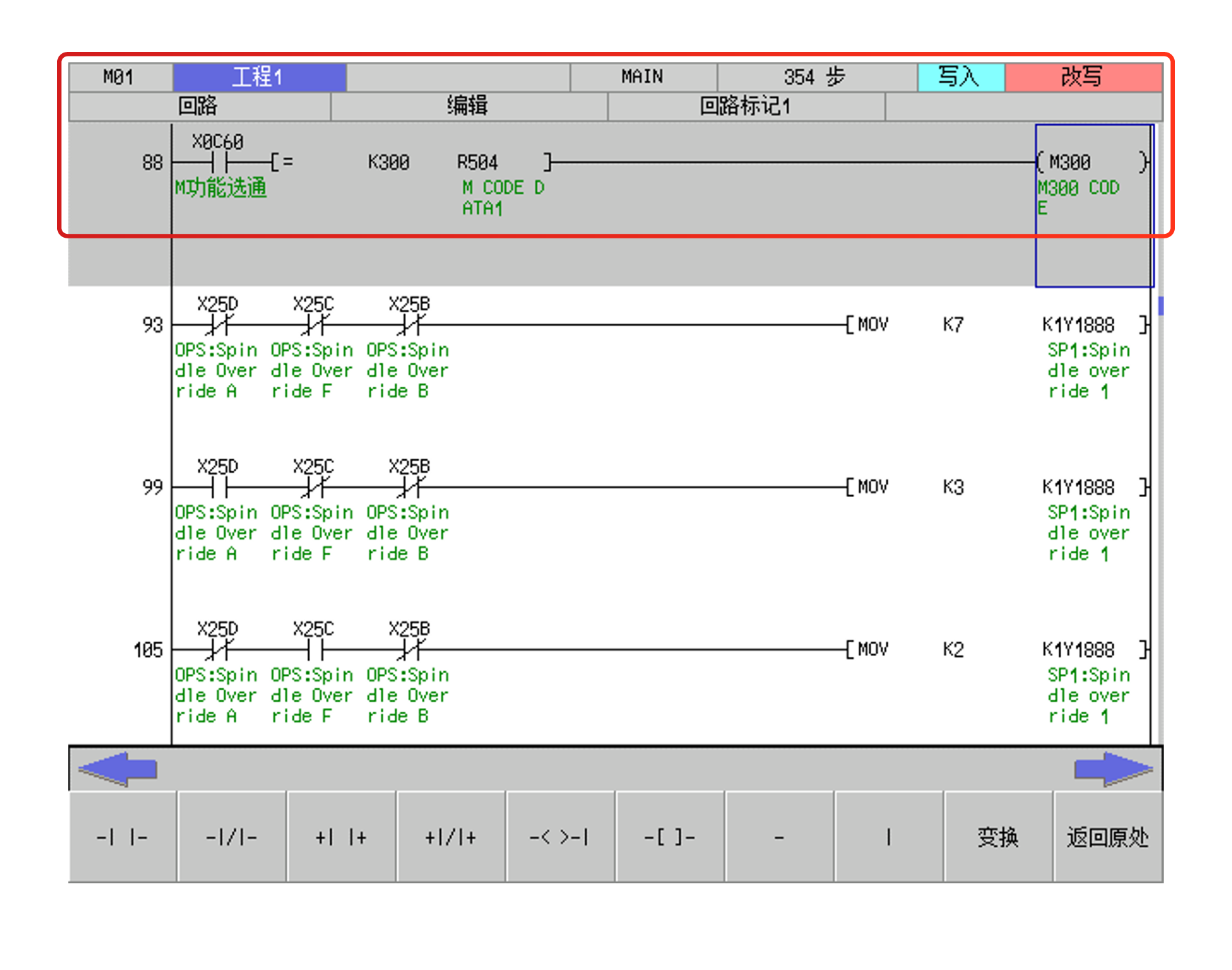
圖1
② 查找到原PLC里的“YC1E”線圈后,在其前并聯(lián)“M300”常開(kāi)觸點(diǎn),現(xiàn)場(chǎng)可根據(jù)動(dòng)作需要,有無(wú)檢測(cè)信號(hào)等修改“M300”代碼完成邏輯,如圖2:
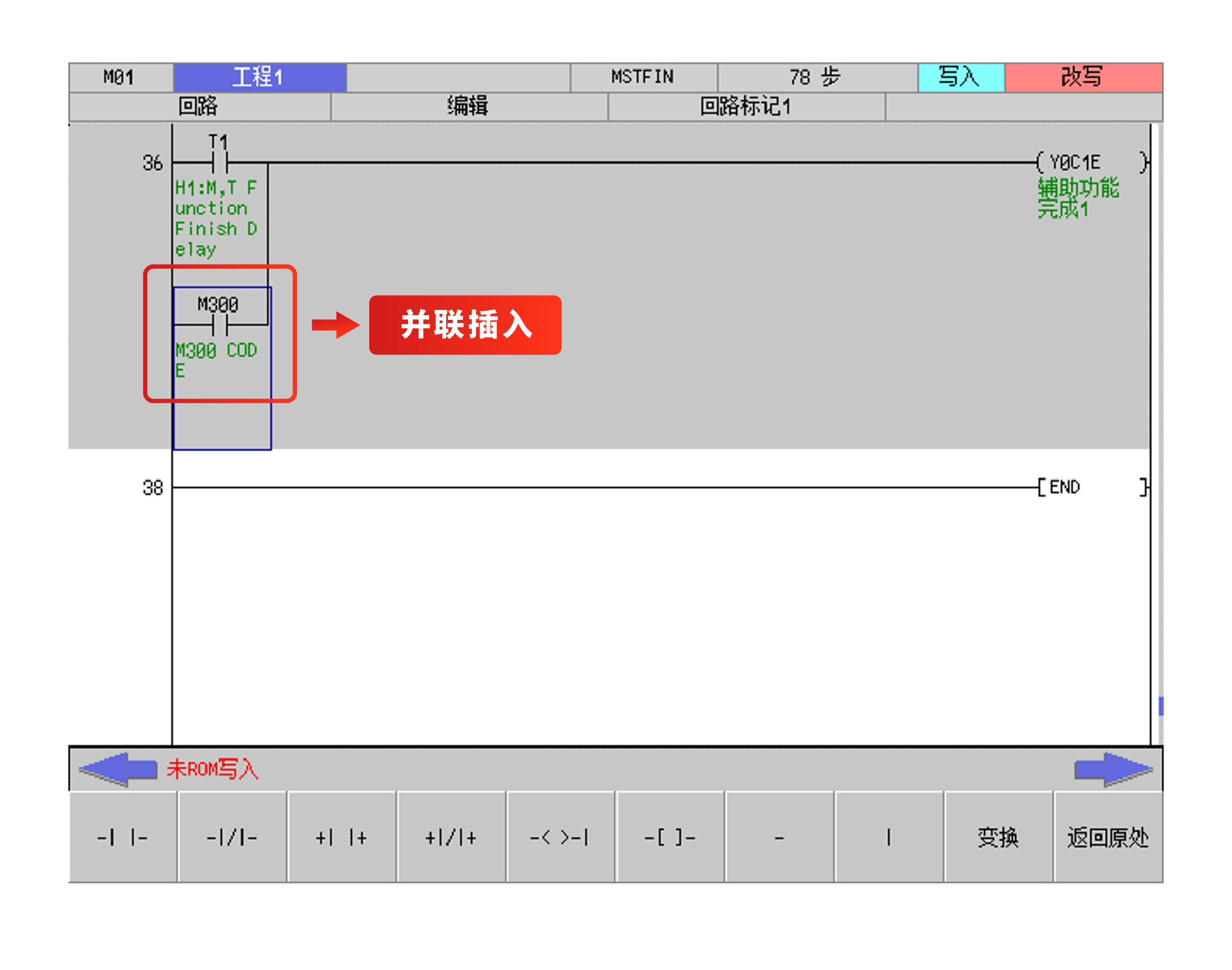
圖2
③ 以上“回路”編輯完成后,點(diǎn)擊“變換”和“ROM寫(xiě)入”生效保存上述“回路”。至此“M300”代碼增加完成。如需增加其他M代碼,按照上圖比照增加即可。
④ “M300”代碼增加完成后,PLC即可引用“M300”中間繼電器,按自己需要的邏輯控制外部輸出地址或其他自己需要的信號(hào)。
注:需確認(rèn)原PLC中“M300”中間繼電器地址未被使用,如有使用可更換為其他未使用地址。
本說(shuō)明只是介紹如何簡(jiǎn)單增加一個(gè)M代碼,基本上可滿足大部分使用場(chǎng)合。輔助功能代碼復(fù)雜使用和編程請(qǐng)參考《M80PLC編程說(shuō)明書(shū)》。
關(guān)于三菱電機(jī)自動(dòng)化(中國(guó))有限公司
作為全球自動(dòng)化領(lǐng)域的領(lǐng)導(dǎo)廠商,三菱電機(jī)以其優(yōu)秀的自動(dòng)化產(chǎn)品和技術(shù)服務(wù)于全球各行業(yè)用戶。在中國(guó),三菱電機(jī)的PLC、變頻器、伺服、CNC、低壓電器、工業(yè)機(jī)器人、加工機(jī)等產(chǎn)品運(yùn)行在各行各業(yè),e-F@ctory智能制造解決方案構(gòu)建出智能化工廠的框架并落地實(shí)施,為中國(guó)經(jīng)濟(jì)發(fā)展積極做出貢獻(xiàn)。
更多請(qǐng)?jiān)斠?jiàn)網(wǎng)站:https://www.mitsubishielectric-fa.cn/