絕對位置“設定錯誤”
的維修技巧
當機床絕對位置丟失時�����,正常情況下可以通過絕對位置設定界面重新設定機床原點����,但有時會存在無法正常設定原點的情況�����,出現絕對位置“設定錯誤”提示,本文將介紹出現無法正常設定原點時的維修技巧。
絕對位置丟失的原因分析
?�、佼斀^對位置編碼器備份電池電壓過低時����,未及時更換備份電池。
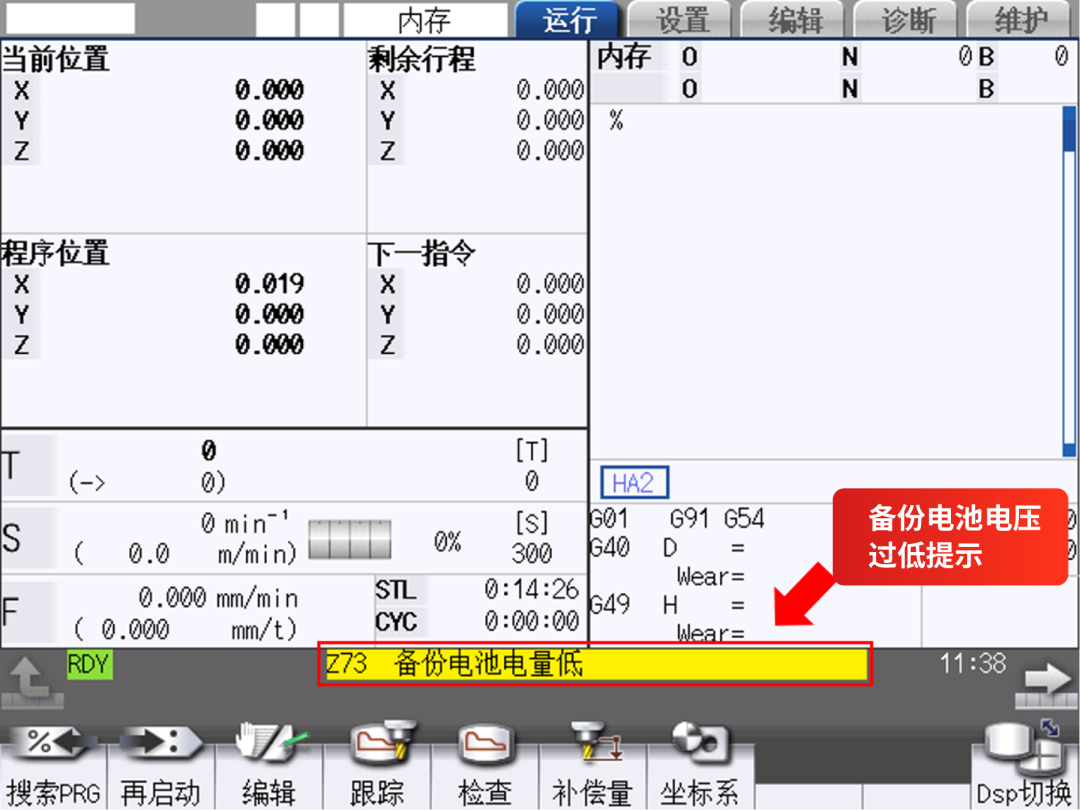
圖1
?��、诮^對位置編碼器位置保存回路中存在漏電。(注:多軸一體驅動單元正常電流值約30uA)����。
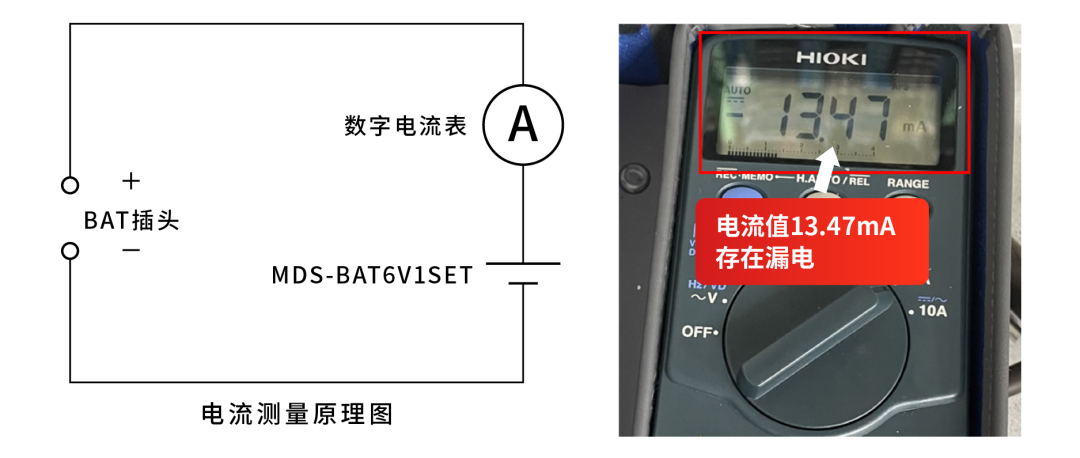
圖2
絕對位置“設定錯誤”出現的現象
當機床絕對位置丟失后���,在絕對位置設定界面中�,無法正常將 [編號0 絕對位置SET] 設定為1時,出現“設定錯誤”提示�����。
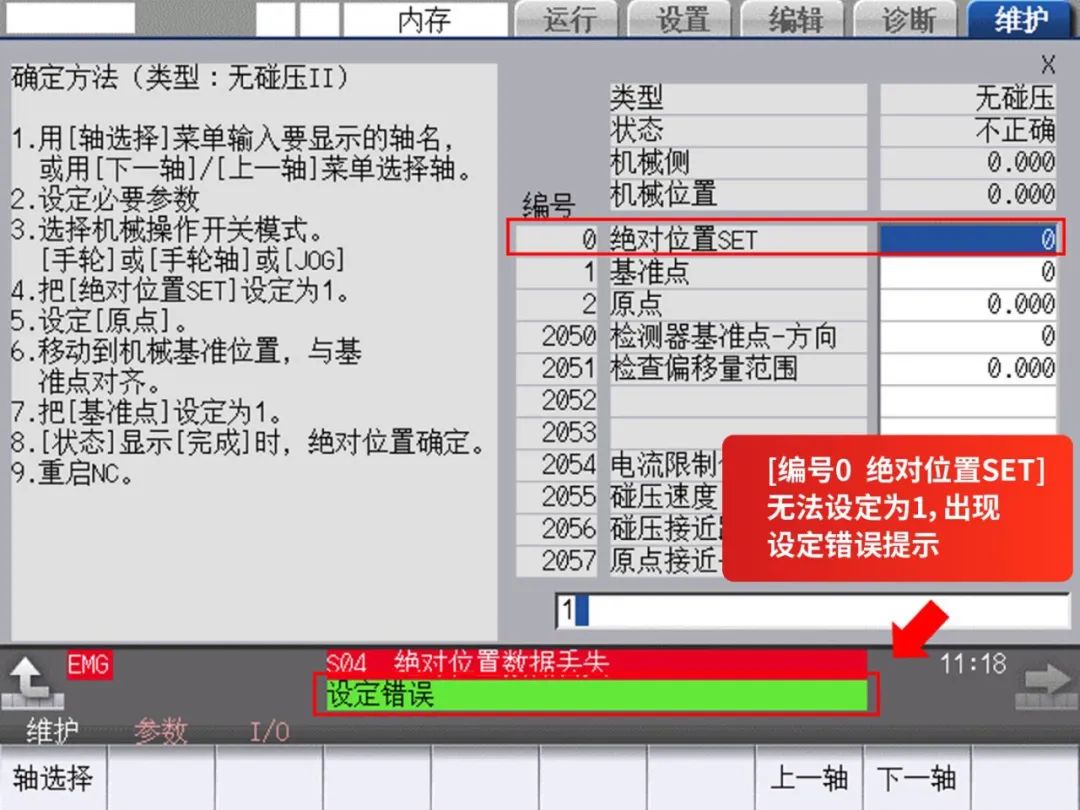
圖3
維修技巧
?�、倬S修前需確認絕對位置檢測方式參數#2049 type的設值�,該參數設值含義如下表1 :
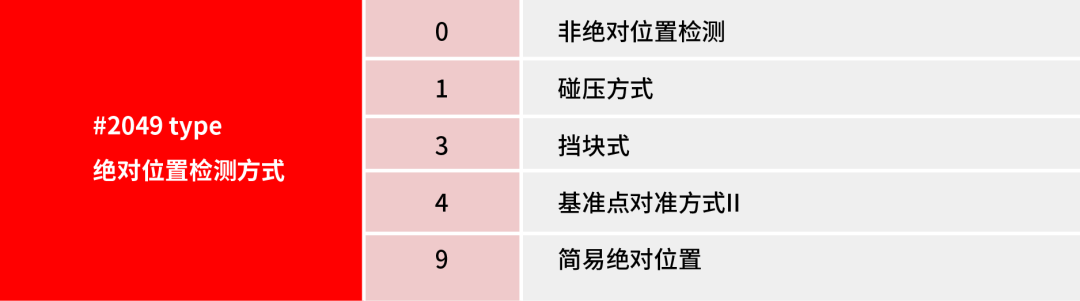
表1
常見的絕對位置檢測方式#2049=4 基準點對準方式II
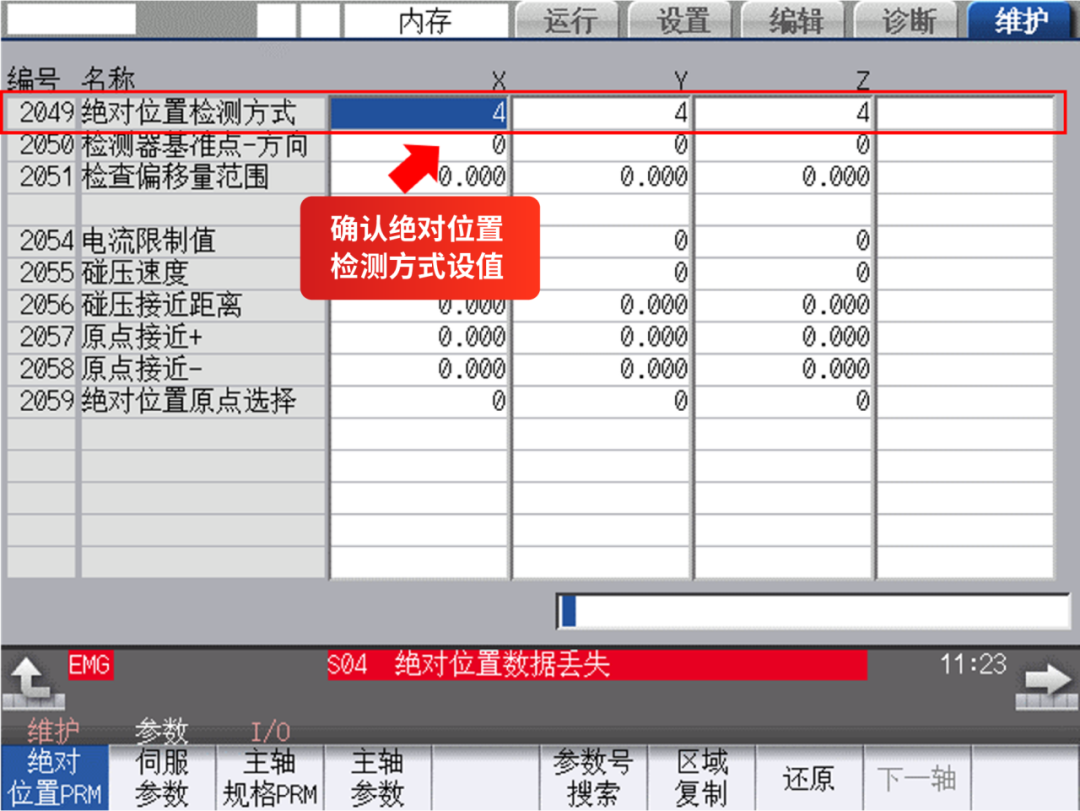
圖4
?����、趯⒔^對位置檢測方式變更為“非絕對位置檢測”�����,即參數#2049=0���,參數變更完成后,關閉系統�����、關閉機床電源�。
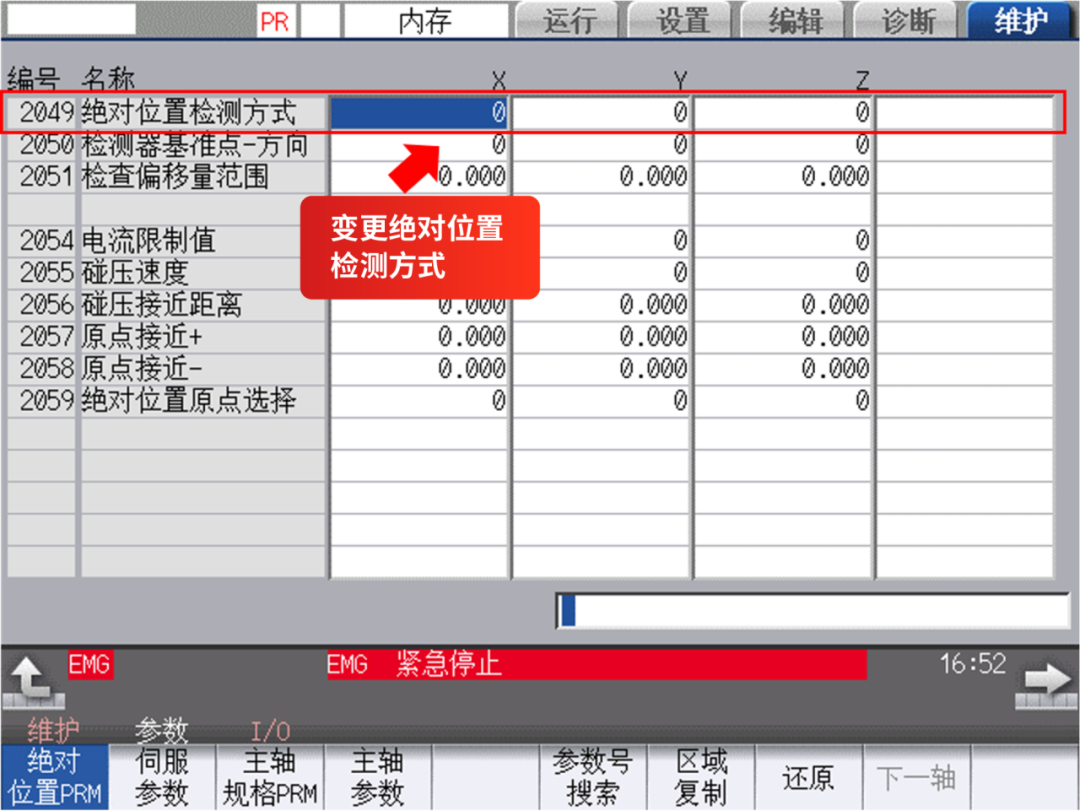
圖5
③機床重新上電���、系統上電�,確認“Z70 絕對位置不正確 0101 (軸名稱) ”報警消除�����,確認系統狀態顯示“RDY”����,機床切換至[手輪模式]�,移動伺服軸,確認軸動作正確。
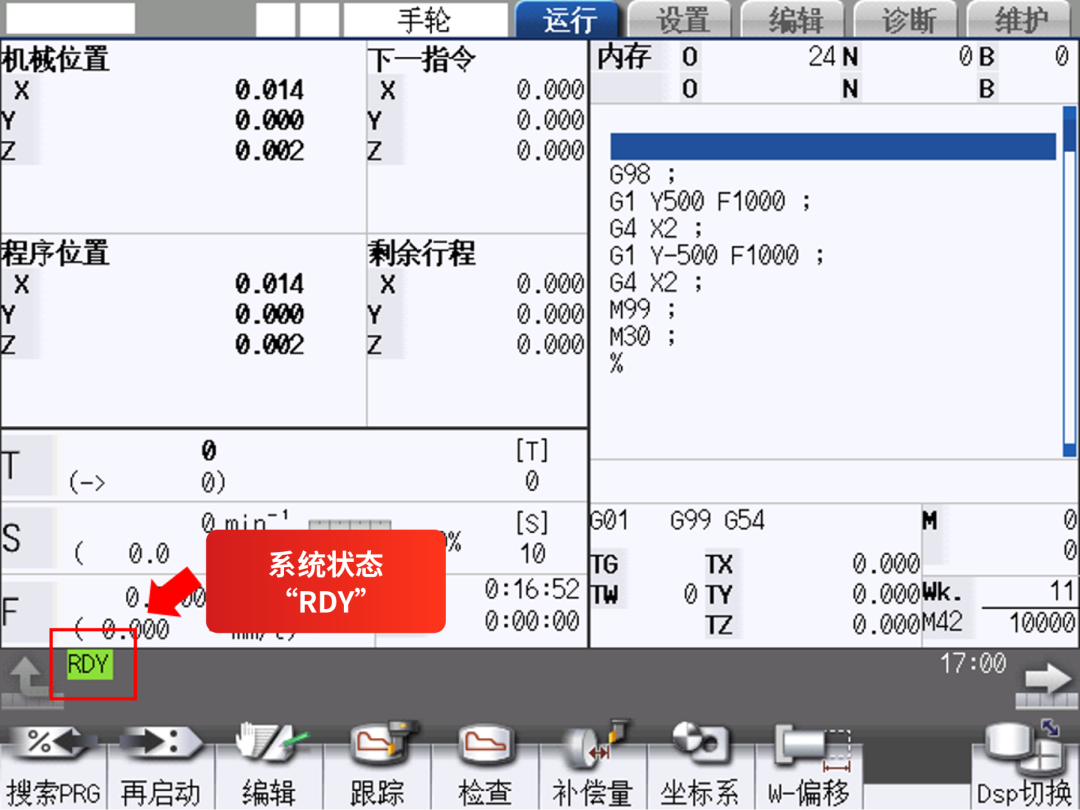
圖6
④恢復原機床絕對位置檢測方式設值����,即參數#2049=4���,參數變更完成后����,關閉系統、關閉機床電源�����。
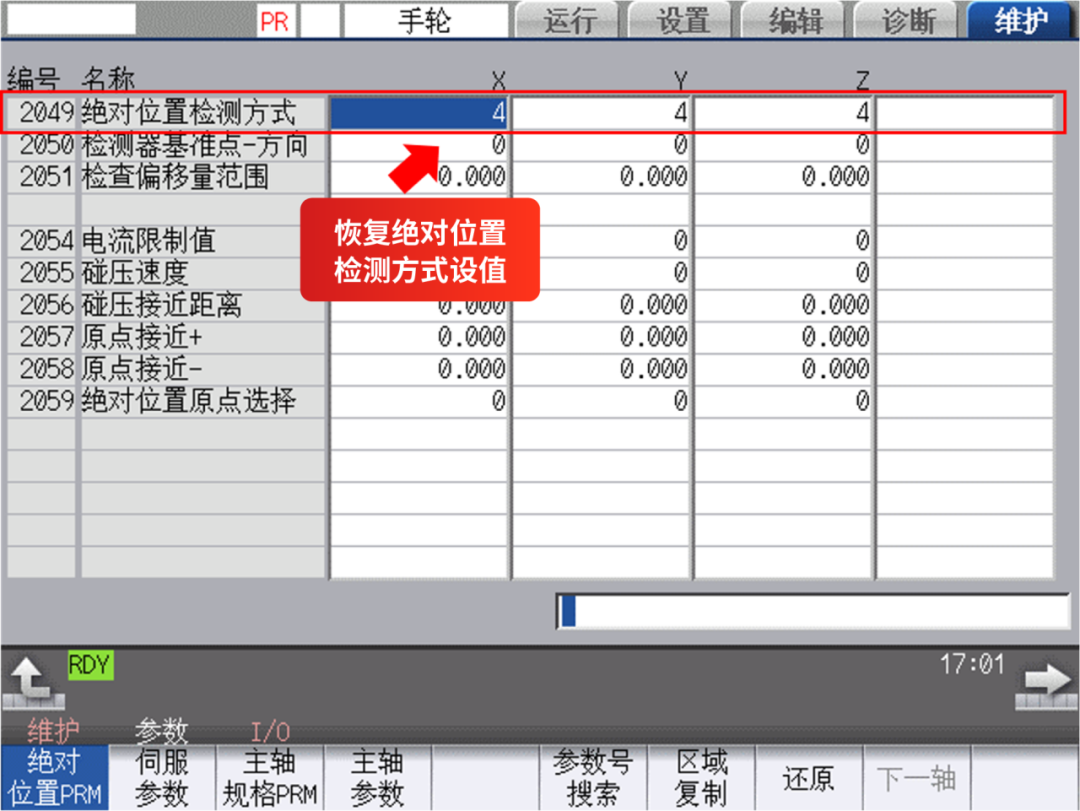
圖7
?���、輽C床再次上電���、系統再次上電,機床切換至[手輪模式]���,進入絕對位置設置界面,將[編號0 絕對位置SET]設定為1����,此時絕對位置設定狀態為[基準調正]�。
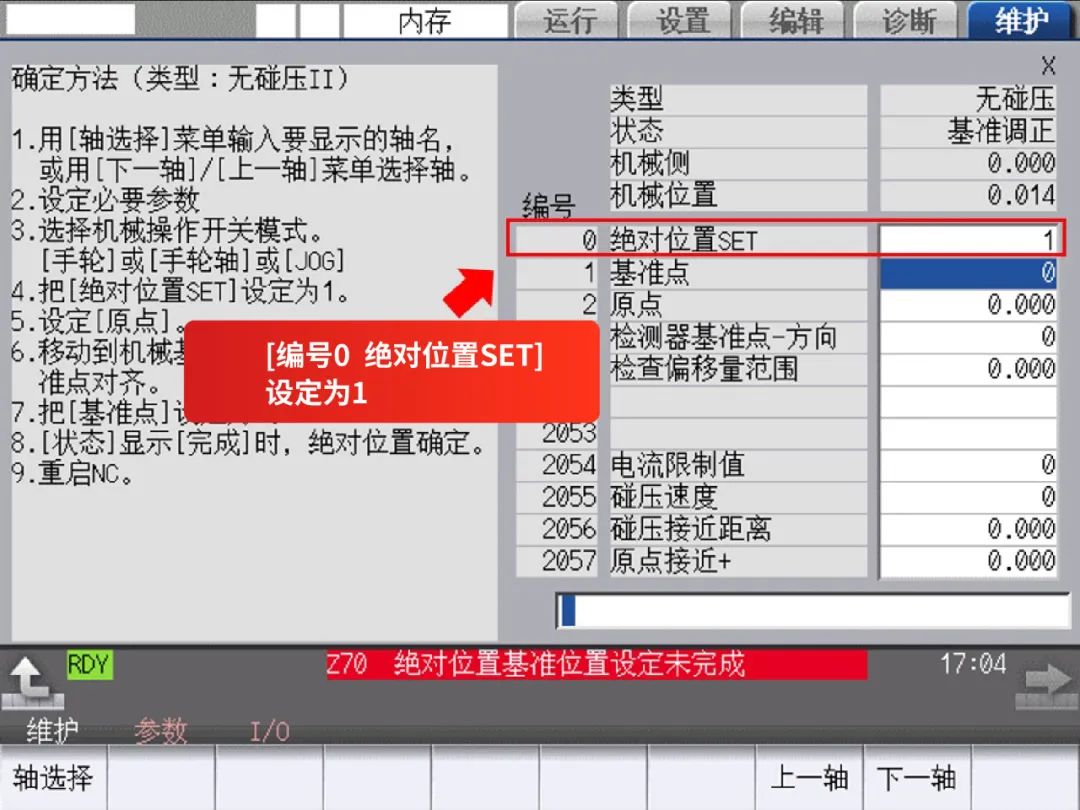
圖8
?��、抟苿赢斍拜S至基準位置����,與基準點對齊����,將[編號1 基準點]設定為1,當絕對位置設定狀態顯示[完成]����,此時當前軸絕對位置設定成功�����。
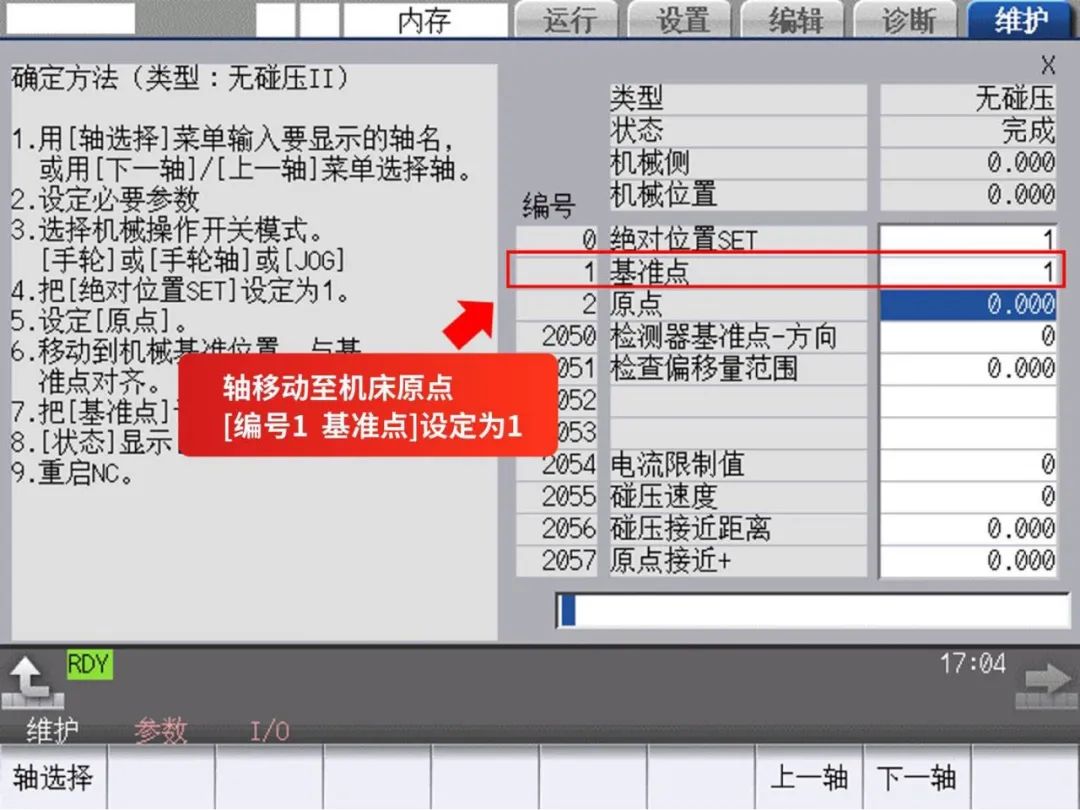
圖9
關于三菱電機自動化(中國)有限公司
作為全球自動化領域的領導廠商,三菱電機以其優秀的自動化產品和技術服務于全球各行業用戶�����。在中國���,三菱電機的PLC�、變頻器�、伺服、CNC�����、低壓電器��、工業機器人����、加工機等產品運行在各行各業�,e-F@ctory智能制造解決方案構建出智能化工廠的框架并落地實施,為中國經濟發展積極做出貢獻�����。
更多請詳見網站:https://www.mitsubishielectric-fa.cn/