位置坐標(biāo)信息應(yīng)用
功能概述
可在加工程式中,通過(guò)調(diào)用固定的變量來(lái)讀取系統(tǒng)各軸的位置坐標(biāo)信息,包括終點(diǎn)坐標(biāo)值、機(jī)械坐標(biāo)值���、工件坐標(biāo)值、跳躍坐標(biāo)值����、工件位置補(bǔ)償量����、伺服偏差量等����,根據(jù)坐標(biāo)信息來(lái)實(shí)現(xiàn)與位置相關(guān)的功能。
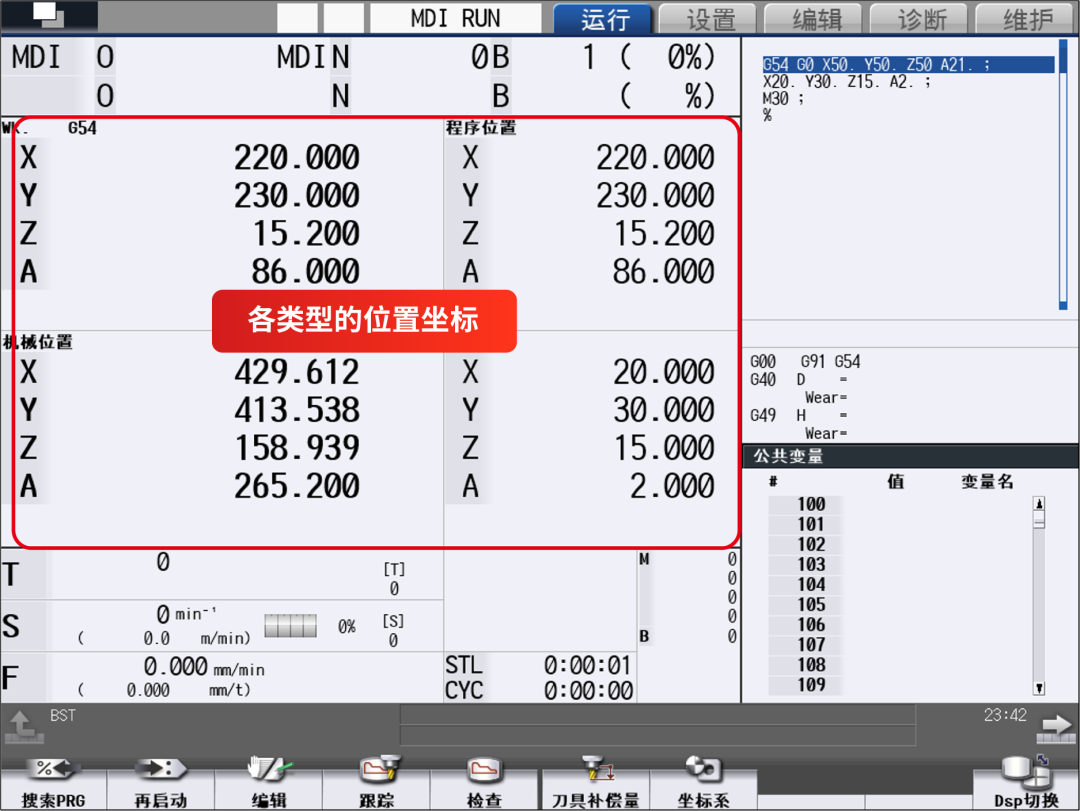
圖1
設(shè)定方法
2.1 變量說(shuō)明

表1
2.2 注意事項(xiàng)
?、?可控制軸數(shù)因規(guī)格而異����。
?�、?變量編號(hào)的最后1位數(shù)字對(duì)應(yīng)控制軸編號(hào),如#5001中的「1」�,代表第1軸(常見(jiàn)如「X」軸)����。
?����、?終點(diǎn)坐標(biāo)��、跳躍坐標(biāo)、伺服偏差量即使在移動(dòng)過(guò)程中也可讀取�����,但機(jī)械坐標(biāo)���、工件坐標(biāo)需在確認(rèn)移動(dòng)停止后讀取���。
?���、?終點(diǎn)坐標(biāo)表示不考慮刀具補(bǔ)償?shù)鹊牡都馕恢茫珯C(jī)械坐標(biāo)�����、工件坐標(biāo)��、跳躍坐標(biāo)表示考慮到刀具補(bǔ)償?shù)牡毒呋鶞?zhǔn)點(diǎn)位置���。
⑤ 跳躍坐標(biāo)表示G31 的程序段中跳躍信號(hào)接通的位置���。若跳躍信號(hào)未接通,則為其終點(diǎn)位置�����。
使用案列
3.1 跳躍信號(hào)獲取位置坐標(biāo)
自動(dòng)對(duì)刀應(yīng)用是通過(guò)對(duì)刀儀中的感應(yīng)信號(hào)來(lái)獲取刀具的位置坐標(biāo)����,主要應(yīng)用在多刀多坐標(biāo)的場(chǎng)合,輔助刀具庫(kù)的管理。
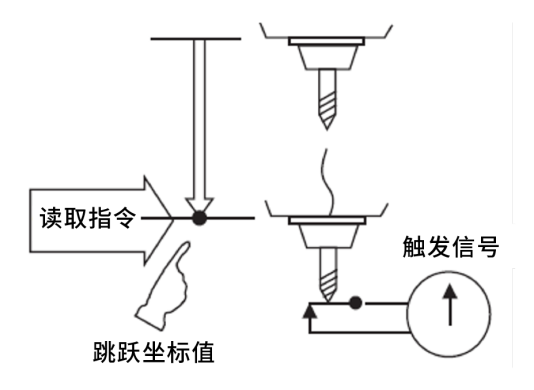
圖2
在配合使用G31 指令的直線插補(bǔ),輸入外部跳躍信號(hào)�����,則立即停止機(jī)床移動(dòng)�����,讀取坐標(biāo)值��,計(jì)算后賦值到坐標(biāo)系或刀具系統(tǒng)中。
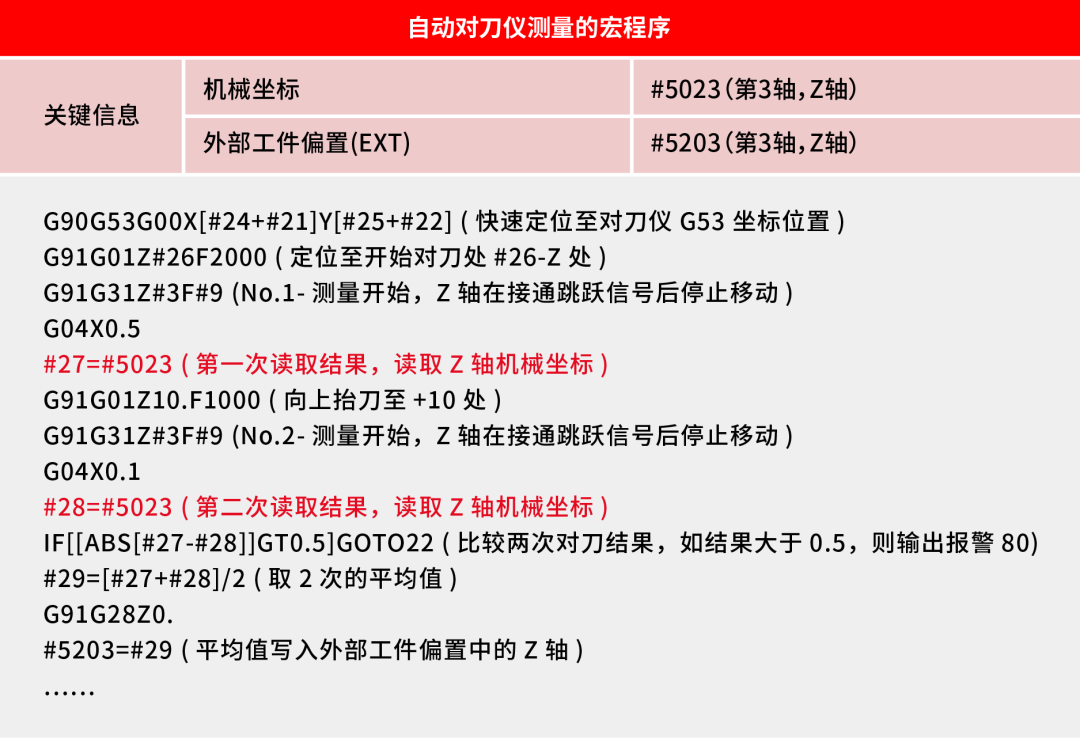
表2
結(jié)語(yǔ)
使用宏來(lái)調(diào)用系統(tǒng)的位置坐標(biāo)信息,可以更多地實(shí)現(xiàn)與位置相關(guān)的功能應(yīng)用等����。如需要了解更多此功能的規(guī)格及應(yīng)用���,請(qǐng)聯(lián)系三菱電機(jī)CNC及授權(quán)代理商��。
關(guān)于三菱電機(jī)自動(dòng)化(中國(guó))有限公司
作為全球自動(dòng)化領(lǐng)域的領(lǐng)導(dǎo)廠商�,三菱電機(jī)以其優(yōu)秀的自動(dòng)化產(chǎn)品和技術(shù)服務(wù)于全球各行業(yè)用戶(hù)��。在中國(guó)�,三菱電機(jī)的PLC��、變頻器、伺服����、CNC��、低壓電器、工業(yè)機(jī)器人、加工機(jī)等產(chǎn)品運(yùn)行在各行各業(yè)����,e-F@ctory智能制造解決方案構(gòu)建出智能化工廠的框架并落地實(shí)施����,為中國(guó)經(jīng)濟(jì)發(fā)展積極做出貢獻(xiàn)����。
更多請(qǐng)?jiān)斠?jiàn)網(wǎng)站:https://www.mitsubishielectric-fa.cn/