功能說明
今天給大家介紹一下如何通過系統(tǒng)F0界面對系統(tǒng)的PLC信號進行跟蹤采樣,通過對采樣出來的PLC狀態(tài)及時序進行分析,有助于使用者進行故障診斷。
采樣跟蹤操作步驟

圖 1
各步驟詳情
設定追蹤次數(shù)
設定要保存的跟蹤次數(shù),按照設定的跟蹤次數(shù),保存最新數(shù)據(jù)中的相應數(shù)據(jù)。如果超過設定的跟蹤次數(shù),則刪除舊數(shù)據(jù)。
設定追蹤點
設置跟蹤點,設定需要進行跟蹤采樣的PLC信號,和收集跟蹤數(shù)據(jù)的時間。
設定觸發(fā)點
設置作為執(zhí)行跟蹤時的起點,及觸發(fā)條件。
設定追蹤數(shù)據(jù)
設置需要進行跟蹤的PLC信號,位軟元件及字軟元件。
操作示例
A客戶需要確認X2AE觸發(fā)時,X2B2的OFF/ON的狀態(tài),此時可以使用此功能進行診斷。使用軟元件X2AE的上升沿為觸發(fā)點,對X2AE、X2B2進行跟蹤采樣。
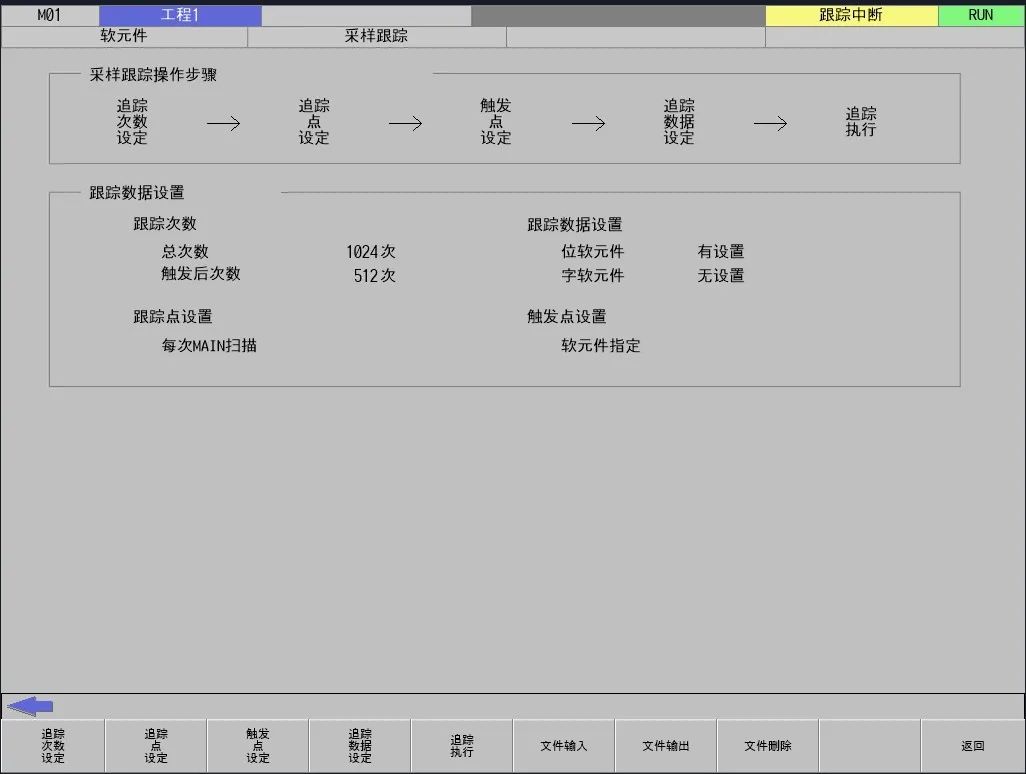
圖 2
在設定完成后,按下X2AE此按鍵對應的信號,查看PLC信號采樣狀態(tài),如下圖3所示:

圖 3
通過上圖可以看出在X2AE有輸出后,X2B2狀態(tài)也隨之發(fā)生變化。
注:以上詳細操作步驟及設定方式,請參考M800/M80/E80 PLC開發(fā)說明書,或咨詢代理商及三菱電機技術人員
結語
通過此方法,可以在NC系統(tǒng)上跟蹤并查看PLC信號的時序及狀態(tài),在進行維護及故障診斷時如果靈活使用此功能,能夠縮短使用者判斷因PLC相關所導致故障的時間。
關于三菱電機自動化(中國)有限公司
作為全球自動化領域的領導廠商,三菱電機以其優(yōu)秀的自動化產(chǎn)品和技術服務于全球各行業(yè)用戶。在中國,三菱電機的PLC、變頻器、伺服、CNC、低壓電器、工業(yè)機器人、加工機等產(chǎn)品運行在各行各業(yè),e-F@ctory智能制造解決方案構建出智能化工廠的框架并落地實施,為中國經(jīng)濟發(fā)展積極做出貢獻。
更多請詳見網(wǎng)站:https://www.mitsubishielectric-fa.cn/