實現高產能目標
自動車床的主要用途是自動連續加工及大量生產,因此以縮短加工時間成為最重要的目的。(生產量直接關系到用戶的收入)。
因為切削時間依靠加工條件及機械特性,所以要點就是“縮短非切削時間”及“多系統同時加工”,因此在自動車床加工中通常采用多軸多系統的NC,目的是為通過分散工程,同時加工縮短加工時間,實現高產能 。
下面來介紹幾個多軸多系統的功能應用
多系統等待顯示程序編輯
01
在滿足以下條件時,在編輯畫面按[同步顯示] 菜單,則將左右編輯區的程序切換為在等待符號位置同步的顯示。從而實現雙系統程序編輯時更加便捷。
◇ 參數“#1285 ext21(bit0) 多系統程序管理”為ON;
◇ 顯示方式為“多程序顯示方式”;
◇ 在左右編輯區顯示NC 內存中不同系統的同名程序;
◇ 等待符號包含“!”、參數(#1310、#1311) 設定的等待M 代碼、定義文件中設定的MSTG 代碼( 由機床制造商創建),可同時使用。
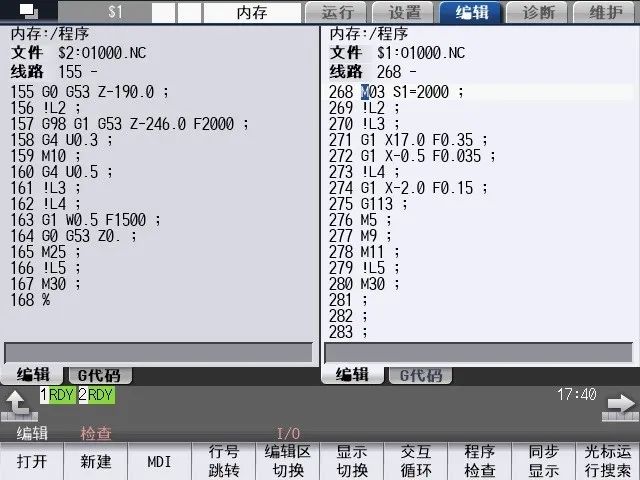
圖1 無同步顯示
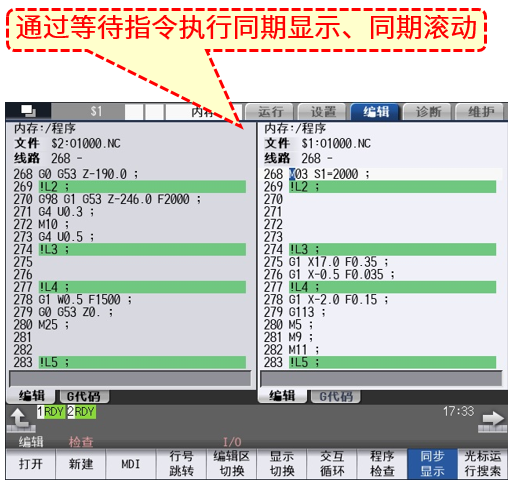
圖2 同步顯示后
讓我們觀看小視頻進一步了解該功能
暫停/輔助功能時間倍率
02
執行倍率時也保持系統間的動作時間關系。
即使對暫停時間、輔助功能完成等待時間也可執行倍率。
優點:通過倍率變更,防止機械干渉,即使變更倍率也保持系統間的同期,從而降低機械干渉的風險。
※通過參數選擇功能的有效/無效。
我們通過下面例子來說明:
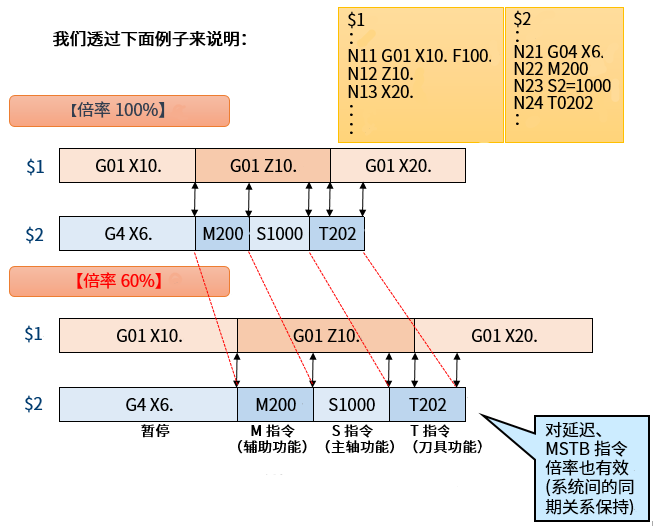
圖3 暫停/輔助功能時間倍率程序例
通過下面視頻可以更直觀地了解該功能
平衡切削
03
使雙系統間刀具同期執行加工(各程序段等待模式)。
優點:提高細長工件的車削加工精度,抑制車削加工時的彎曲,可實現更高精度的加工。
舉例說明:
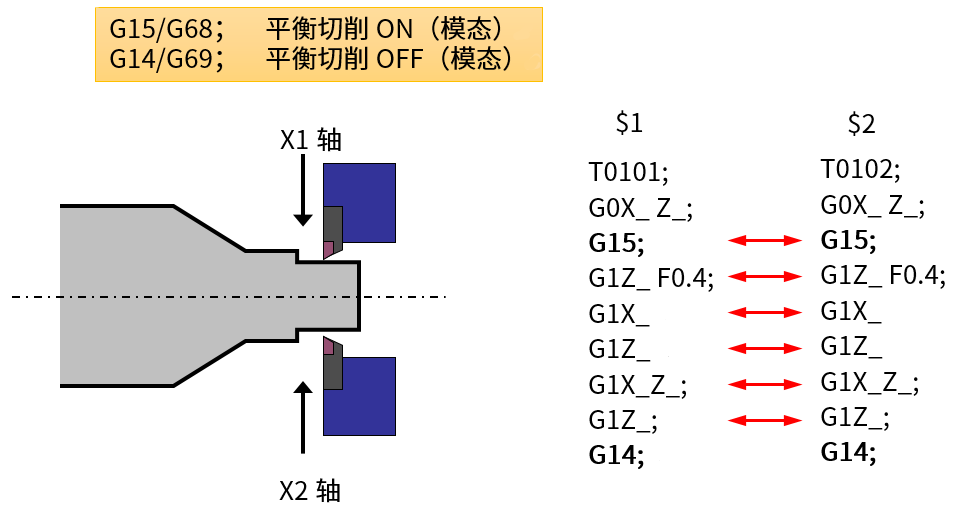
圖4 平衡切削程序例
雙系統同時螺紋切削
04
雙系統可同時執行螺紋切削循環。
優點:可縮短循環時間。
通過同時在1個工件的多個位置執行加工,從而縮短循環時間。
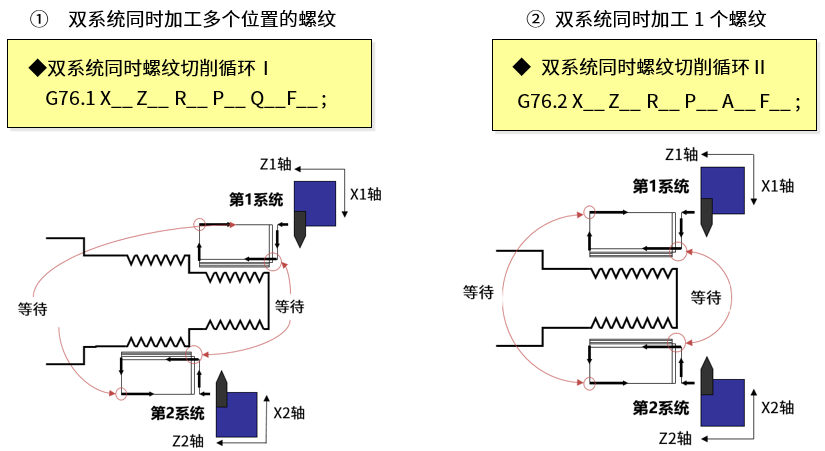
圖5 雙系統同時螺紋切削
最后讓我們來看一個實際加工的雙系統同時螺紋切削以及平衡切削的小視頻。
結語
通過對于自動車床多軸多系統功能應用介紹,豐富了車床在加工功能上的應用,特別針對自動車床(走心機)機型,以上功能的合理使用,對于生產效率會有極大的增加從而提升整體性能。具體功能詳情以及該功能在三菱電機CNC版本適用范圍,請聯系三菱電機CNC授權代理商。
關于三菱電機自動化(中國)有限公司
作為全球自動化領域的領導廠商,三菱電機以其優秀的自動化產品和技術服務于全球各行業用戶。在中國,三菱電機的PLC、變頻器、伺服、CNC、低壓電器、工業機器人、加工機等產品運行在各行各業,e-F@ctory智能制造解決方案構建出智能化工廠的框架并落地實施,為中國經濟發展積極做出貢獻。
更多請詳見網站:https://www.mitsubishielectric-fa.cn/