需警惕主軸電機過熱
機床主軸在高速旋轉時�,主軸及電機是受熱的主要部件�����,一旦溫度過高,會影響機床的加工精度從而降低產品的質量��,加劇繞組絕緣材料的老化�����,電機壽命大大縮短,嚴重時會將軸承/電機燒毀。
三菱電機的主軸電機具有溫度檢測功能��,當異常時����,系統會出現“S01 0046 電機過熱 S1”的紅色警報����。下面簡單介紹三種不同情況下出現此報警的檢查應對方法�����。
一 加工過程中偶發性出現報警
01 檢查電機散熱風扇
良好的散熱來自于主軸電機風扇的正常工作,生產環境中油污/粉塵/鐵屑較多����,容易導致主軸電機風扇積污過多�����,從而引發風扇轉速下降、降低電機散熱效率或損壞風扇����。建議對風扇做定期保養����,可參考之前公眾號發布的文章(點擊以下文章鏈接拓展閱讀):
主軸電機的清潔保養
02 檢查機械方面
觀察電機處于勻速運行狀態下���,反饋的轉速是否有波動���,是否有異音��、振動現象,并確認負載值是否正常����,從而判斷主軸或皮帶等機械方面是否為誘因����。異常情況下長時間運行會導致電機溫度的升高且容易損壞電機���。
03 修改加工程序
由于產品的特性要求或 程序編寫的不合理等因素����,導致主軸電機頻繁地加減速�����,使得電機啟停電流的提升����,造成電機溫度提高��。建議客戶檢查或修改加工程序/工藝以避免��。
04 加工條件選擇切換
可根據加工用途(零件或模具等)或加工等級(粗加工�����、半精加工、精加工等)的不同����,預先設定多組加工參數���,通過G指令或者畫面選擇��,方便快捷地切換合適的一組參數進行加工,對加工效率�����、品質及電機性能維護上都有幫助��,詳情可參考之前公眾號發布的文章(點擊以下文章鏈接拓展閱讀):
加工條件選擇功能
05 調整參數設置
可適當延長“#3101~#3104主軸加減速時間常數”����、配合“#13071減速時可變電流限制下限值”和“#13072減速時可變電流限制拐點速度”的減小來幫助改善�����。
但對于追求加工效率的客戶,可升級M80系統軟件為C6以上版本,啟用“主軸溫度保護功能”來對應����,通過設定開始/解除主軸保護的溫度��,可使主軸處于過負載狀態時智能調整主軸加減速時間常數,抑制主軸過熱,參數參考下表:
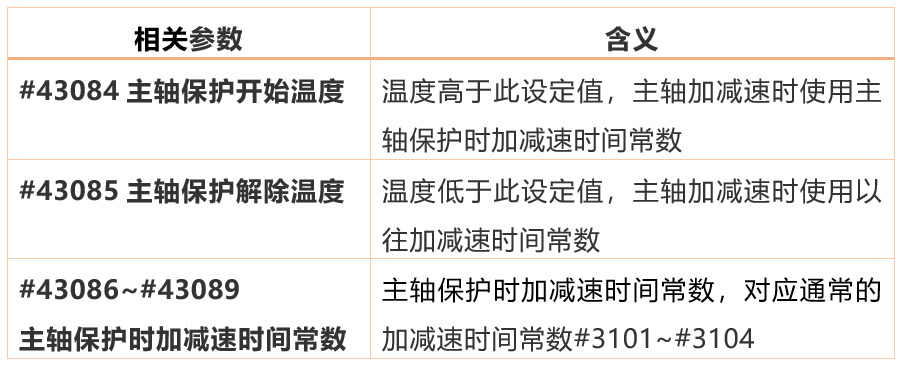
預先測試主軸加減速與主軸溫升的關系����,找到預設拐點溫度時的時間常數��,然后設置到對應參數。使用后效果如下圖1:
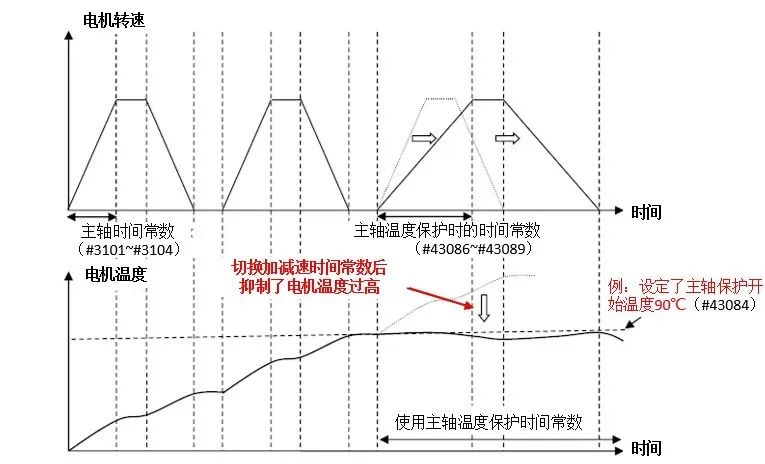
圖 1
二 持續性報警,開關機也無法解除
01 檢查回授線纜(包括接頭�����、插針)
如下圖2所示,在Drv監視界面主軸單元溫度顯示“-20℃”且無變化時可外接一條全新的編碼器回授線測試,或檢查回授線接頭�,確認是否脫落或接觸不良���。
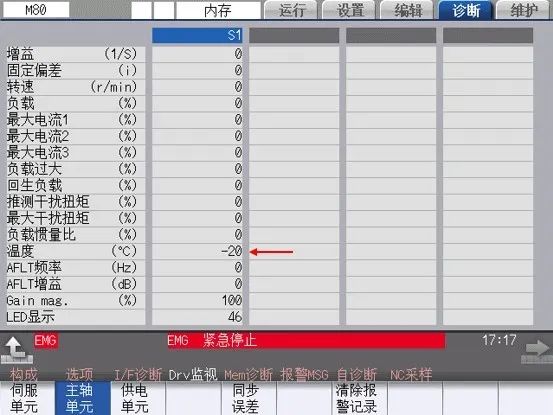
圖 2
注意:編碼器與回授線的連接接頭屬“公母型”插頭��,有明顯的卡扣標記。錯誤方向將無法完全插入,且可能導致接頭內插針被頂出����,再重新調整接入后雖看似正常�,但在機臺加工出現振動時����,插針的輕微頂出可能引起接觸不良導致故障的出現,請正確安插接頭�����。
02 檢查電機熱敏電阻
電機內部裝有熱敏電阻����,隨電機溫度的變化��,阻值將相應改變并通過CNP2E-1回授線纜進行回饋���。通過測量主軸電機側PLG插頭內1���、2號插針MT1����、MT2即可量得阻值�����。
注意:機臺斷電情況下����,且電機處于常溫時測量數據才相對準確�,不同型號的電機其熱敏電阻阻值不盡相同,一般為9千歐左右�,當測量出阻值無窮大或短路等情況就需更換熱敏電阻�����。以下圖3為使用紅外測溫儀測量電機(SJ-D7.5/120-01)溫度為23.5℃時的阻值為11.23千歐:
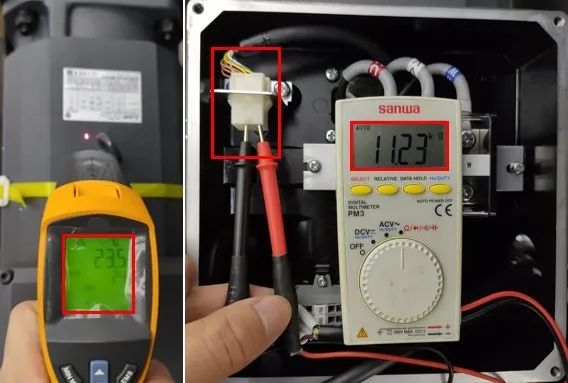
圖 3
三 機床裝配過程中,主軸電機未安裝時出現報警
修改輸出點位
部分機床廠家在裝機前為了先檢測機械/鑄件的精度等各項標準是否達標,或客戶現場主軸電機已送維修�����,暫未連接主軸電機�,但三軸需要移動/磨合時��,新款驅動器(MDS-EM系列)可能會出現“S01 0046 電機過熱 S1”警報導致無法進行測試�����。
可將主軸“#13018設為0002”開環的同時,修改PLC輸出點位“Y18BF為1”����,或者將參數“#13217設為1000及#13225 bit2=1”即可解除警報��,如圖4所示:
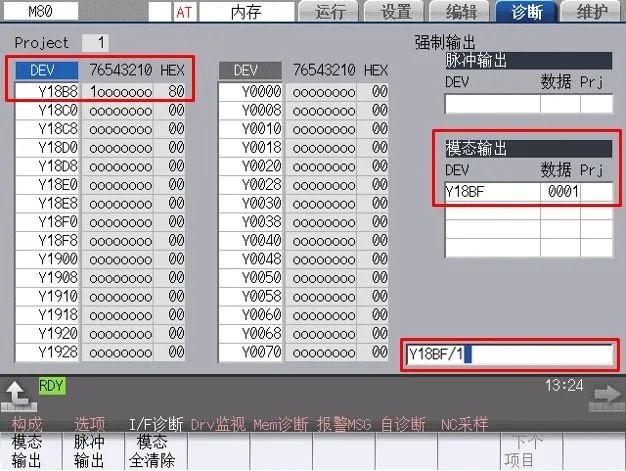
圖 4
總結:電機溫度的異常涉及各方面,以上已大致列出對應方法�。建議大家定期對機床做好保養����,主軸電機也是其中重要一環�����。對電機的維護��,不要等到報警出現時再對應,這樣才能延長電機的使用壽命。
關于三菱電機自動化(中國)有限公司
作為全球自動化領域的領導廠商�,三菱電機以其優秀的自動化產品和技術服務于全球各行業用戶�。在中國,三菱電機的PLC���、變頻器、伺服��、CNC���、低壓電器�����、工業機器人、加工機等產品運行在各行各業�,e-F@ctory智能制造解決方案構建出智能化工廠的框架并落地實施�����,為中國經濟發展積極做出貢獻。
更多請詳見網站:https://www.mitsubishielectric-fa.cn/