隨著經濟發展,現代工業產品不斷往精細、高精度的方向發展,為了滿足現代工業產品加工需求,符合加工條件的雕銑機的需求與日俱增。雕銑機是一款具有高速度、高精度、小扭矩等特性的設備,設備在高速停止時會產生大量回生能量,當能量較大時,內部回生電阻已無法滿足消耗能量需求,需加裝外部回生電阻,以便達到保護驅動器的目的。
本期為大家講解外部回生電阻在三菱電機雕銑系統上的使用實例。
01
雕銑機常見機型選配
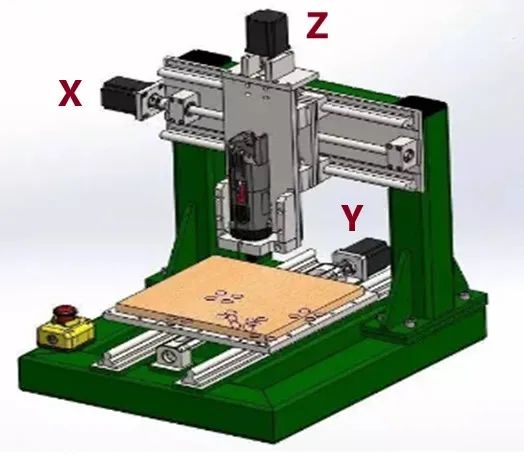
圖 1
02
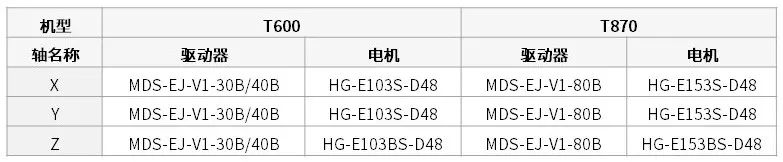
外部回生電阻選配

注:1.列表中X3表示選用時三個同規格并聯連接
2.上列表僅為部分選配(詳情請參考MDS-EJ/EJH系列規格說明書)

圖 2
03
外部回生電阻安裝前檢查
(1)確認選配回生電阻阻值(詳情請參考MDS-EJ/EJH系列規格說明書)
案例:GZG200W200HMK型號回生電阻三個并聯阻值:6.7Ω
(2)確認回生電阻對地絕緣:要求≥500MΩ
04
外部回生電阻安裝作業
(1)取下驅動器接頭端P-D間的短接線,在P-C 間連接外部回生電阻選件(如圖3)。
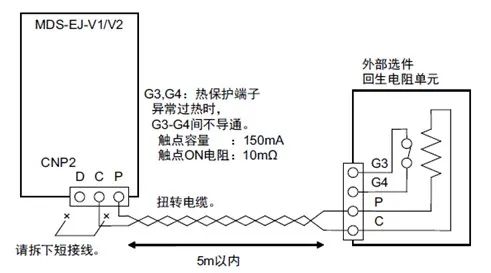
圖 3
注:驅動器與電機P-P、C-C間連接線必須使用雙絞阻燃電纜、線長5m內。
(2)回生電阻必須安裝在電柜外部,并加裝保護蓋(如圖4)。
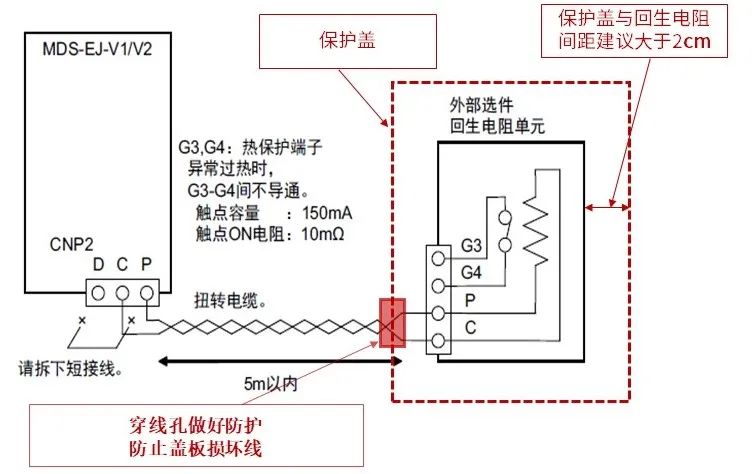
注:回生電阻的發熱溫度可達100 度,必須安裝在人不易觸及的地方,并做好散熱處理。
圖 4
05
外部回生電阻類型參數設定
回生電阻類型參數#2236,設定值根據設備配置,選配回生電阻而定,詳情參考下參數說明書。
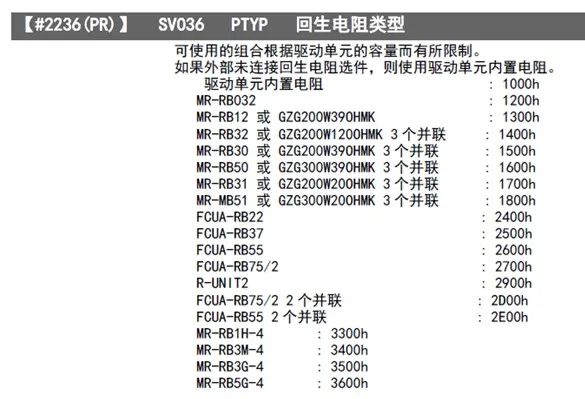
設定案例說明
客戶設備選配:HG-E153S電機、MDS-EJ-V1-80B驅動器、GZG200W200HMK X3回生電阻
此時回生電阻類型參數設定:#2236=1700
注:設定參數必須與選配回生電阻匹配,否則可能導致驅動器損壞。
其他說明
選用內部回生電阻設定方法如下:
(1)使用內部回生電阻時,P-D間的短接線保留,無需接外部線
(2)回生電阻類型參數設定:#2236=1000
匠心傳承
品質如一
以上為外部回生電阻在三菱電機雕銑機系統上使用說明,若對文中內容有任何疑問,可撥打400-921-5130服務電話,我們竭誠為您服務。感謝每一位客戶一直以來對三菱電機數控產品的信任與支持。
關于三菱電機自動化(中國)有限公司
作為全球自動化領域的領導廠商,三菱電機以其優秀的自動化產品和技術服務于全球各行業用戶。在中國,三菱電機的PLC、變頻器、伺服、CNC、低壓電器、工業機器人、加工機等產品運行在各行各業,e-F@ctory智能制造解決方案構建出智能化工廠的框架并落地實施,為中國經濟發展積極做出貢獻。
更多請詳見網站:https://www.mitsubishielectric-fa.cn/