鉆攻機刀庫PLC專用指令介紹
鉆攻機刀庫簡介
鉆攻機作為3C產品加工的主流機型,其市場保有量常年處于較高水平。鉆攻機所配的刀庫通常為下圖1所示的斜盤式刀庫(也叫太陽式刀庫),刀庫一般安裝在主軸上端正面,刀庫容量一般不超過21把,其主要特點是換刀速度較快。

圖1
鉆攻機刀庫控制方式主要分類:
① 普通電機+計數開關控制的凸輪結構普通刀庫
② 通用伺服電機控制的伺服刀庫
③ NC伺服電機控制的伺服刀庫
不同控制方式的刀庫在三菱電機系統中PLC編程差別較大,其中以普通刀庫的PLC編寫難度相對最大,下面以普通刀庫為例進行介紹。
刀庫PLC專用指令介紹
鉆攻機刀庫存放的刀具與其所處的刀套(刀爪)為固定的一一對應關系,不隨刀庫旋轉換刀而發生變化(如圖2)。針對這種刀庫特點,可采用三菱電機系統的固定式指針方式對其進行數據管理。
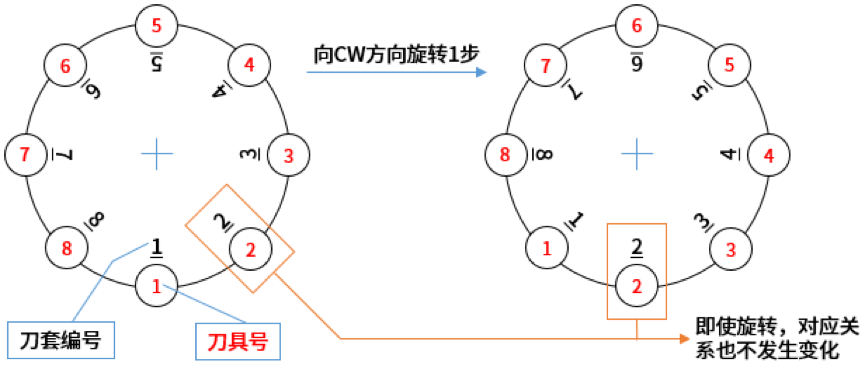
圖2
1 鉆攻機普通刀庫換刀時PLC專用指令使用順序如下:

圖3
2 刀庫PLC專用指令詳述
(1) S.ATC K1搜索指令
指令說明:在刀庫(刀具數據表)保存的刀具中搜索目標刀號,輸出匹配的刀具在刀具數據表中的位置
指令格式:[S.ATC K1 Rn Rm Mm]
Rn - 搜索數據存儲的R寄存器編號
Rn+1 - 搜索結果(匹配刀具位置)輸出的R寄存器編號
Rm - 刀庫刀具數量存儲的R寄存器,即R10610
Mm - 結束信號,錯誤結束時為1
示例:

圖4
(2) S.ROT K1旋轉體分度指令
指令說明:計算刀庫的旋轉方向和分度步數等
指令格式:[S.ROT K1 Rn Rm Mm]
Rn - 指定ROT K1指令參數R寄存器編號
Rn+1 - 指定當前位置的R寄存器編號
Rn+2 - 指定目標位置的R寄存器編號
Rn+3 - 指定輸出數據存儲的R寄存器編號
Rm - 旋轉體分度數R寄存器,即刀庫容量R10610
Mm - 旋轉方向,0為CW、1為CCW
S.ROT K1指令參數R寄存器的具體內容如下圖5所示:
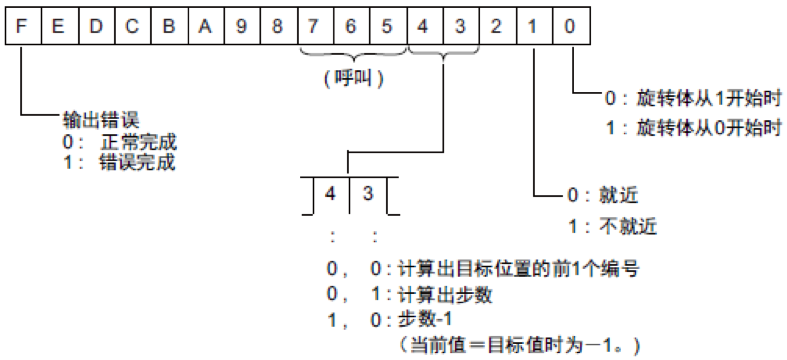
圖5
示例:
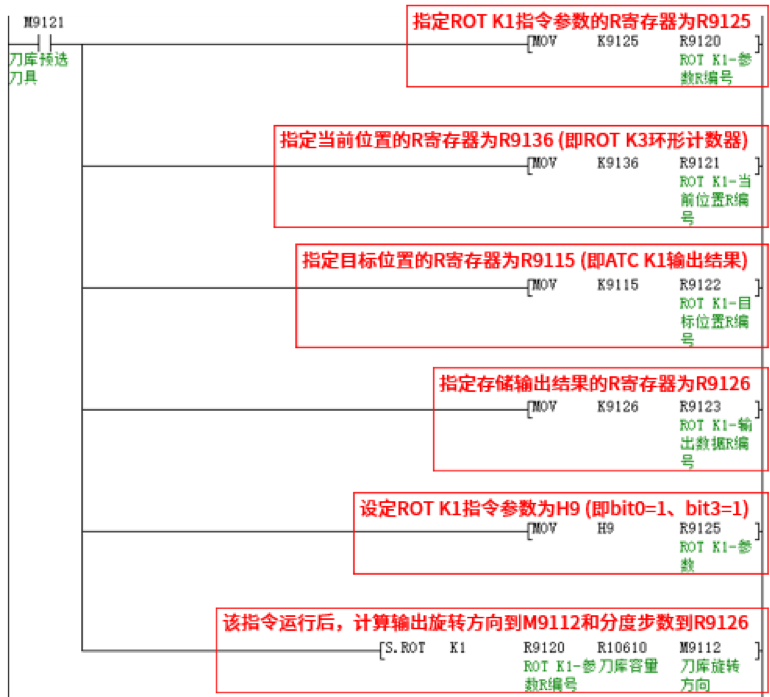
圖6
(3) S.ROT K3環形計數器指令
指令說明:刀庫旋轉過程中進行環形計數,即實時更新當前位置
指令格式:[S.ROT K3 Rn Rm Mm]
Rn - 指定ROT K3指令參數R寄存器編號
Rn+1 - 指定環形計數器R寄存器編號
Rm - 旋轉體分度數R寄存器,即刀庫容量R10610
Mm - 結束信號,錯誤結束時為1
S.ROT K3指令參數R寄存器的具體內容如下圖7所示:
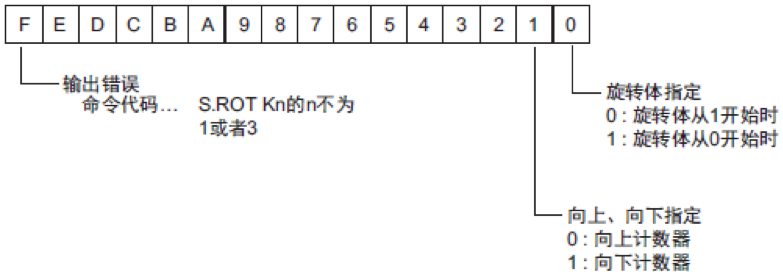
圖7
示例:
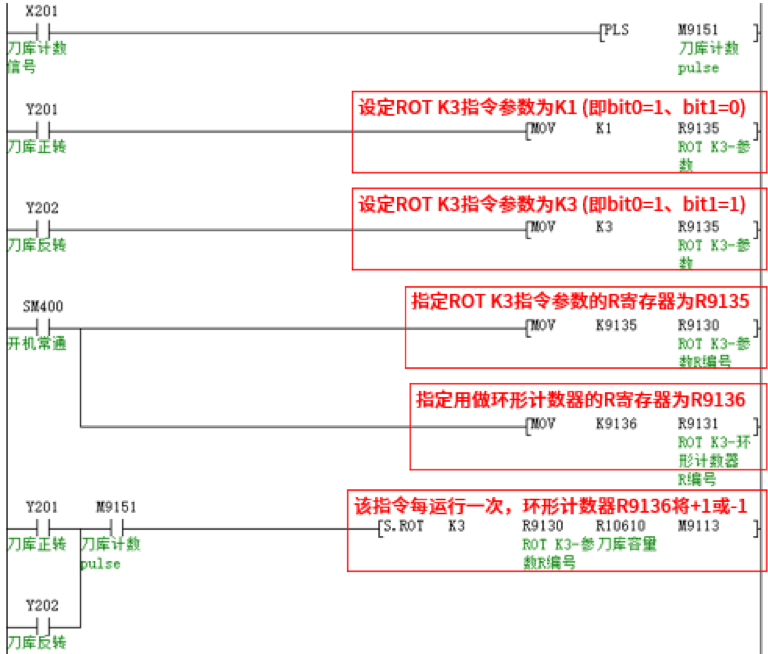
圖8
(4) S.ATC K11刀庫初始化指令
指令說明:用于一次性寫入刀號,一般在刀庫初始安裝或刀庫混亂后需要對刀庫刀具進行重新整理時使用
指令格式:[S.ATC K11 Rn Rm Mm]
Rn - 指定刀庫初始值存儲的R寄存器編號
Rm - 旋轉體分度數R寄存器,即刀庫容量R10610
Mm - 結束信號,錯誤結束時為1
示例:
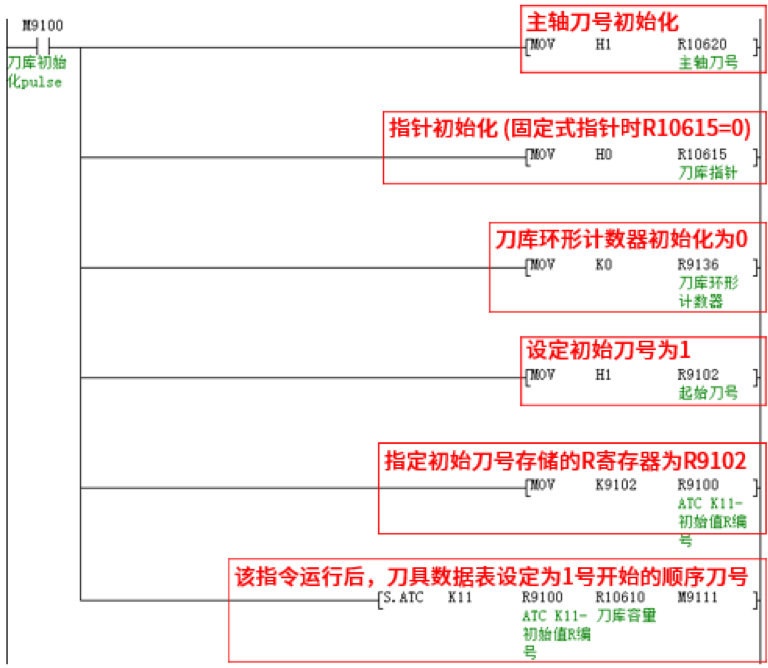
圖9
關于三菱電機自動化(中國)有限公司
作為全球自動化領域的領導廠商,三菱電機以其優秀的自動化產品和技術服務于全球各行業用戶。在中國,三菱電機的PLC、變頻器、伺服、CNC、低壓電器、工業機器人、加工機等產品運行在各行各業,e-F@ctory智能制造解決方案構建出智能化工廠的框架并落地實施,為中國經濟發展積極做出貢獻。
更多請詳見網站:https://www.mitsubishielectric-fa.cn/