斷絲后穿絲位置自定義方法
加工過程中斷絲問題是屢見不鮮的,斷絲后機器會通過我們的設定到達指定位置進行自動穿絲,機器里有四種設定,如下:
0:在斷絲位置自動穿絲;
1:斷絲位置穿絲到達穿絲設定次數后還沒有成功,移動到加工開始點穿絲;
2:斷絲位置穿絲一次不成功,移動到加工開始點穿絲;
3:返回到加工開始點穿絲。
設定完成后,加工每一刀斷線都會按照已設定的來執行

如需每一刀斷絲的穿絲位置都不同,設定方法是可以通過在程序中添加變量的方法實現。
以下變量編碼對應的設定:
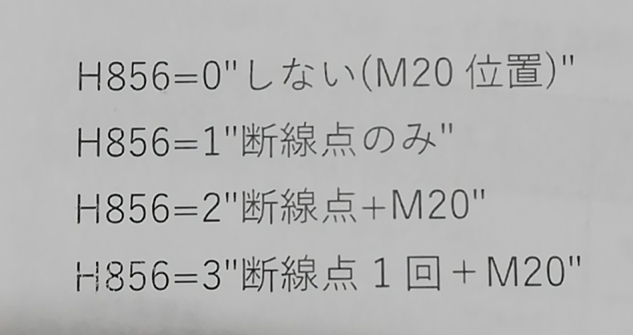
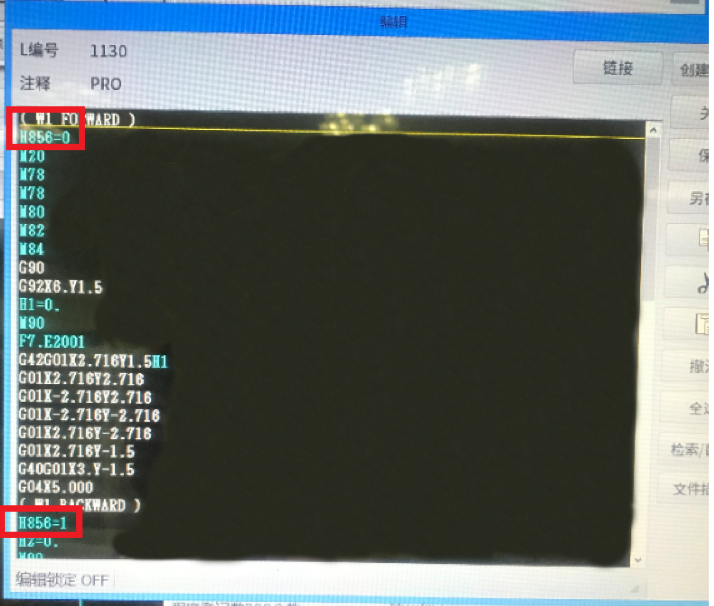
可以在每一刀的程序頭添加變量,如下圖,斷絲后會按照當前刀的設定進行移動自動穿絲。
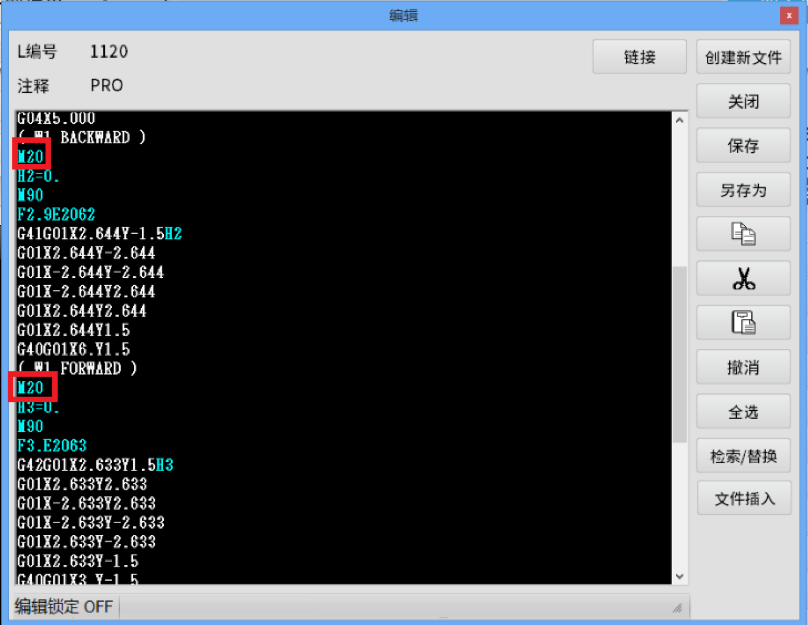
此外,還有一種情況,如果設定加工斷絲返回到加工開始點穿絲,不管是第幾刀斷絲都會返回到加工開始點,并且會穿好絲后把前面加工的位置重新空跑一次,造成時間浪費。這時候可以在程序頭添加M20,免去前面幾刀空跑的時間,可以直接原點穿好絲,只空跑當前刀切過的位置,大大節省了時間,設置如下:
關于三菱電機自動化(中國)有限公司
作為全球自動化領域的領導廠商,三菱電機以其優秀的自動化產品和技術服務于全球各行業用戶。在中國,三菱電機的PLC、變頻器、伺服、CNC、低壓電器、工業機器人、加工機等產品運行在各行各業,e-F@ctory智能制造解決方案構建出智能化工廠的框架并落地實施,為中國經濟發展積極做出貢獻。
更多請詳見網站:https://www.mitsubishielectric-fa.cn/