|
ĪĪĪĪ
ĪĪĪĪį┌ūįäė╗»įOéõųąŻ¼╩šĘ┼ŠĒŽĄĮy╩ŪĘŪ│Ż│ŻęŖĄ─æ¬ė├Ż¼Ž±ėĪ╦óĪó░³čbĪóįņ╝łĪóõćļŖ│žĪó¤o╝Å▓╝įOéõĄ╚ĪŻÅł┴”┐žųŲĄ─ĘĆČ©ąįŻ¼ī”įOéõĘŪ│Żųžę¬Ż╗Č°“īäėŲ„Ą─╦┘Č╚║═▐DŠž┐žųŲŠ½Č╚Ż¼╩ŪøQČ©Åł┴”┐žųŲĘĆČ©ąįĄ─ųžę¬įŁę“ų«ę╗ĪŻ
ĪĪĪĪ╩šĘ┼ŠĒŽĄĮyę╗░Ń░³║¼╚²éĆ▓┐ĘųŻ║╩šŠĒ▌SĪóĀ┐ę²▌ü║═Ę┼ŠĒ▌SĪŻę╗░Ń╩šĘ┼ŠĒļŖÖC▓╔ė├▐DŠž┐žųŲ╗“š▀╦┘Č╚┐žųŲ─Ż╩ĮŻ¼Ā┐ę²ļŖÖC▓╔ė├╦┘Č╚┐žųŲ─Ż╩ĮĪŻ
ĪĪĪĪ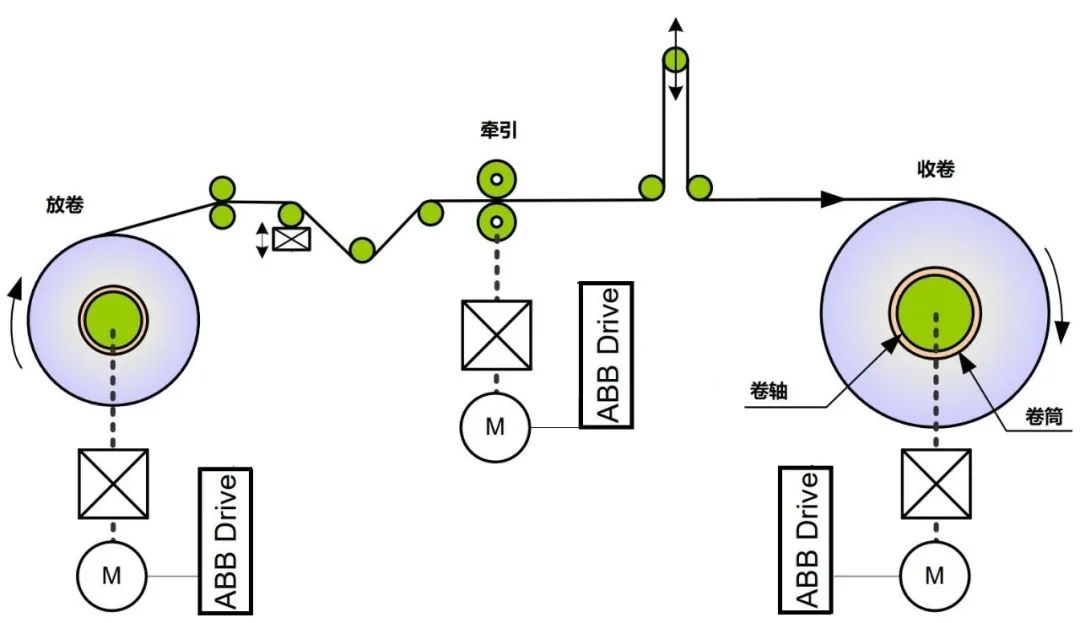
ĪĪĪĪ«ö╩šĘ┼ŠĒļŖÖC▓╔ė├▐DŠž┐žųŲ─Ż╩ĮĢrŻ║
ĪĪĪĪ─Ż╩Įę╗Īóķ_ŁhÅł┴”┐žųŲŻ║Ė∙ō■įOČ©Åł┴”║═īŹĢrŠĒÅĮ┤¾ąĪŻ¼ėŗ╦Ń│÷ļŖÖCĄ─▌ö│÷┼żŠžĪŻ
ĪĪĪĪīŹĢrŠĒÅĮėŗ╦ŃĘĮĘ©Ż║
ĪĪĪĪ£y┴┐Ę©Ż║═©▀^═Ō▓┐│¼┬Ģ▓©é„ĖąŲ„£y┴┐īŹĢrŠĒÅĮŻ╗
ĪĪĪĪ╣└╦ŃĘ©Ż║Ė∙ō■╩šĘ┼ŠĒĄ─╚”öĄĪó▓─┴Ž║±Č╚ėŗ╦Ń│÷īŹĢrŠĒÅĮŻ╗
ĪĪĪĪ─Ż╩ĮČ■Īóķ]ŁhÅł┴”┐žųŲŻ║Ė∙ō■įOČ©Åł┴”║═īŹļHÅł┴”Ą─Ų½▓ŅŻ¼▀MąąPID┐žųŲŻ¼š{š¹╩šĘ┼ŠĒļŖÖCĄ─┼żŠžĪŻ
ĪĪĪĪ«ö╩šĘ┼ŠĒļŖÖC▓╔ė├╦┘Č╚┐žųŲ─Ż╩ĮĢrŻ║
ĪĪĪĪķ]Łh╦┘Č╚┐žųŲ─Ż╩ĮŻ║Ė∙ō■įOČ©Åł┴”║═īŹļHÅł┴”Ą─Ų½▓ŅŻ¼▀MąąPID┐žųŲŻ¼š{š¹╩šĘ┼ŠĒļŖÖCĄ─╦┘Č╚ĪŻ
ĪĪĪĪ×ķ┴╦┤_▒ŻļŖÖCĄ─╦┘Č╚║═▐DŠžŠ½Č╚Ż¼ļŖÖCąĶę¬Ä¦ŠÄ┤aŲ„Ż╗ūāŅlŲ„═Ų╦]ACS380║═ACS880ŽĄ┴ąĪŻŲõųąACS880 Š▀ėąDTC┐žųŲ╣”─▄Ż¼ī”«É▓ĮļŖÖCĄ─┐žųŲŻ¼ąį─▄Ė³╝ėā׹ѯ¼┐╔ęįīŹ¼FĖ³Ė▀Š½Č╚Ą─╦┘Č╚║═▐DŠž┐žųŲĪŻ
ĪĪĪĪßśī”╩šĘ┼ŠĒŽĄĮyæ¬ė├Ż¼ėą2ĘNĮŌøQĘĮ░ĖŻ║
ĪĪĪĪĘĮ░Ėę╗ĪóPLCū„×ķÅł┴”┐žųŲĄ─║╦ą─Ż¼▀MąąīŹĢrŠĒÅĮėŗ╦ŃŻ¼▓╔╝»Åł┴”é„ĖąŲ„öĄō■Ż¼Ė∙ō■PID▀\╦ŃĄ─ĮY╣¹Ż¼▌ö│÷▐DŠž├³┴Ņ║═╦┘Č╚├³┴ŅĄĮūāŅlŲ„ĪŻ
ĪĪĪĪūāŅlŲ„ū„×ķł╠ąąÖCśŗŻ¼═©│Ż▓╔ė├Ą──Ż╩Į×ķŻ║▐DŠž┐žųŲ╦┘Č╚Ž▐Ę∙ĪŻ
ĪĪĪĪģóöĄ┼õų├šf├„Ż║
ĪĪĪĪ═©▀^═Ō▓┐Č╦ūė┐žųŲūāŅlŲ„åóäė║══Żų╣Ż¼═©▀^─ŻöM┴┐▌ö╚ļĮoČ©╦┘Č╚║═▐DŠžŻ╗
ĪĪĪĪģóöĄ┼õų├ģó┐╝Ż║
ĪĪ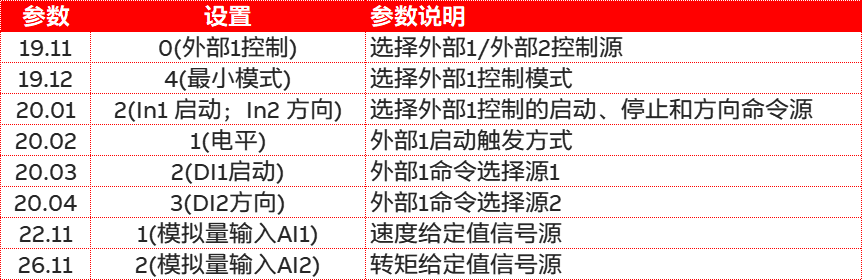
ĪĪĪĪ═©▀^¼Fł÷┐éŠĆ┐žųŲūāŅlŲ„åóäė║══Żų╣Ż¼═©▀^¼Fł÷┐éŠĆĮoČ©╦┘Č╚║═▐DŠžŻ╗
ĪĪĪĪģóöĄ┼õų├ģó┐╝Ż║
ĪĪĪĪ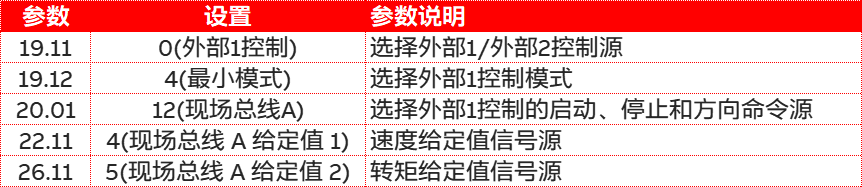
ĪĪĪĪĘĮ░ĖČ■Īó▀xė├ACS880+N5000ŠĒŪ·┐žųŲ╣╠╝■Ą─ūāŅlŲ„Ż¼N5000ŠĒŪ·┐žųŲ╣╠╝■Ż¼╝»│╔┴╦ŠĒŪ·æ¬ė├Ą─ŽÓĻP┐žųŲ╣”─▄Ż¼ų„ę¬ų¦│ųĄ─╣”─▄╚ńŽ┬Ż║
ĪĪĪĪŠĒÅĮėŗ╦Ń
ĪĪĪĪķ_ŁhÅł┴”┐žųŲ
ĪĪĪĪķ]ŁhÅł┴”┐žųŲ
ĪĪĪĪæTąį║═─”▓┴čaāö
ĪĪĪĪÅł┴”ÕFČ╚┐žųŲ

ĪĪ
|

