提到NC采樣,大家第一時間可能都想到了NC Analyzer2的采樣功能�。但其實NC本身是自帶強大的采樣功能��,其更加豐富的觸發條件和應用環境����,以及更強的穩定性��,也很值得各個機床廠操作人員和最終客戶使用�。
其應用場景主要包括:
遇到一些比如偶發性的報警�,對于報警時候發生的情況無法第一時間進行收集信息時;
需要NC同時采集大量不同通道和條件的信息時��;
需要NC能夠長時間穩定地采集信息時�;
沒有辦法使用NC Analyzer,但需要采集信息分析時以及等等各類情況。
熟練上手此功能���,對于提升機床穩定性,或者研究NC和實際加工的相關數據來進行大數據分析來說,是非常好用的�。
因此這次�����,會簡單介紹一下該功能的基本使用方法和舉例應用,來方便大家上手這個功能。
適用機型:

NC數據采樣界面(采樣條件)介紹
按下NC操作鍵盤上的按鍵���。

進入到“診斷畫面”后,點擊下方菜單欄的

按鍵,即可進入到NC數據采樣條件設定界面。具體界面如圖1顯示:
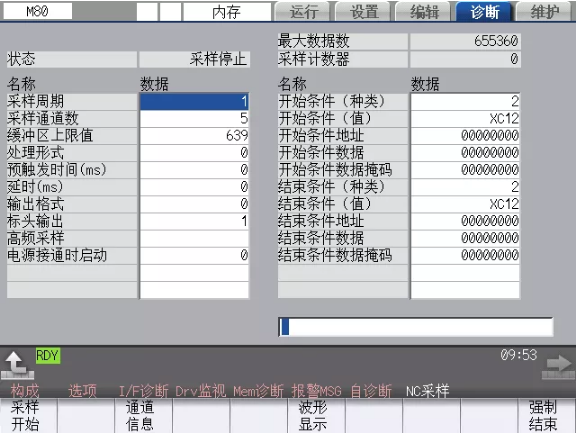
采樣條件設定界面
數據采樣界面主要包括四塊內容�����,分別是:采樣狀態�、數據數顯示��、采樣參數設定和采樣條件設定����。
采樣狀態(無需設定)
顯示采樣狀態,包括:“采樣中”��,“采樣停止”�,“等待觸發中”。
數據數顯示(無需設定)
最大數據數:當前設定下最大可采集數據點數
采樣計數器:當前已采集點數(實時更新)
采樣參數設定
此次介紹一般情況下需要使用的基本參數��,具體說明請參考功能說明書:15.4.2 數據采樣_BNP-C3072-034����。
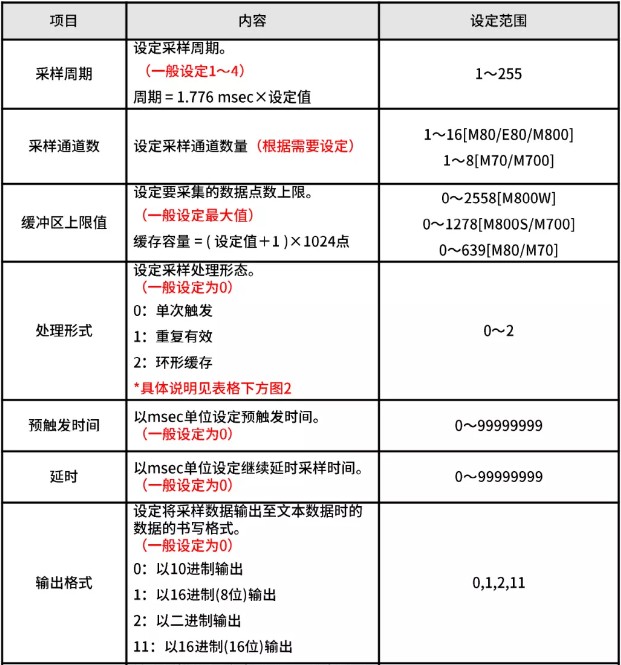
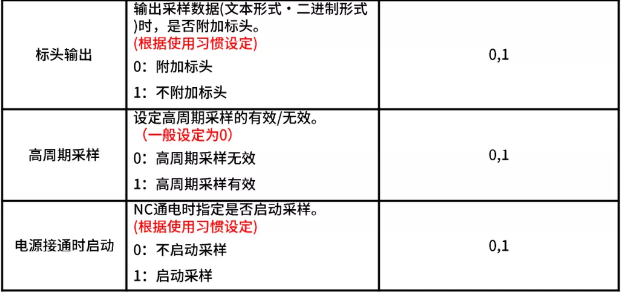
表2
▼處理形式具體說明參考下圖
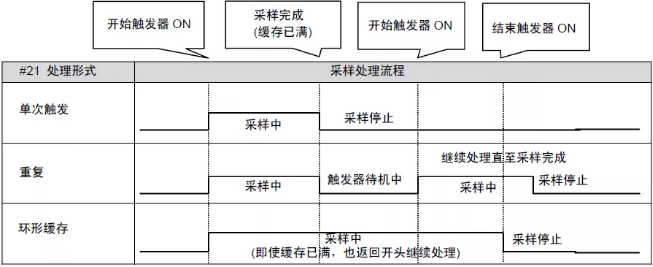
圖2
采樣條件設定
NC跟蹤采樣的觸發條件非常豐富,請參考下表3,一般設定下�,重點關注條件(種類)和(值)的設定即可��。
具體說明請參考功能說明書:15.4.2 數據采樣_BNP-C3072-034
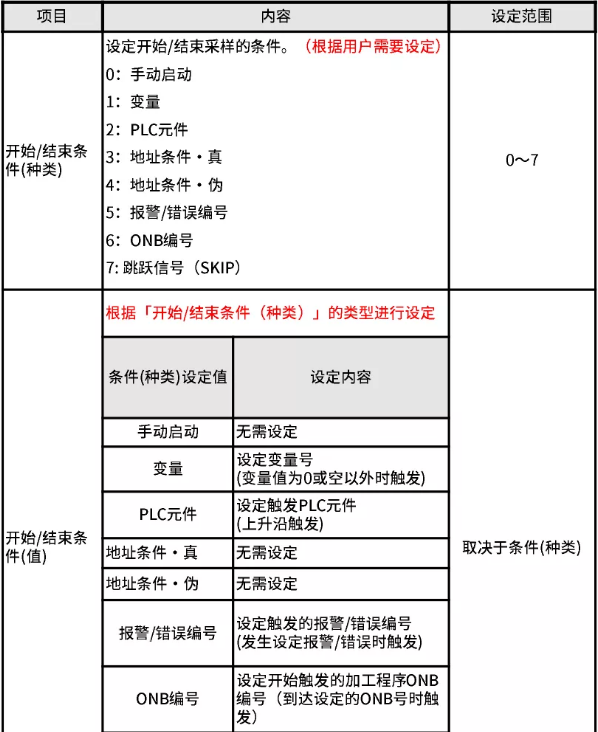
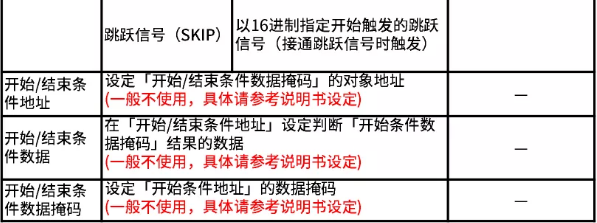
表3
NC數據采樣界面(通道信息)介紹
設定完成采樣條件后,通過下方菜單欄的“通道信息”按鍵,進入完成具體采樣通道的設定。具體界面如圖3顯示:
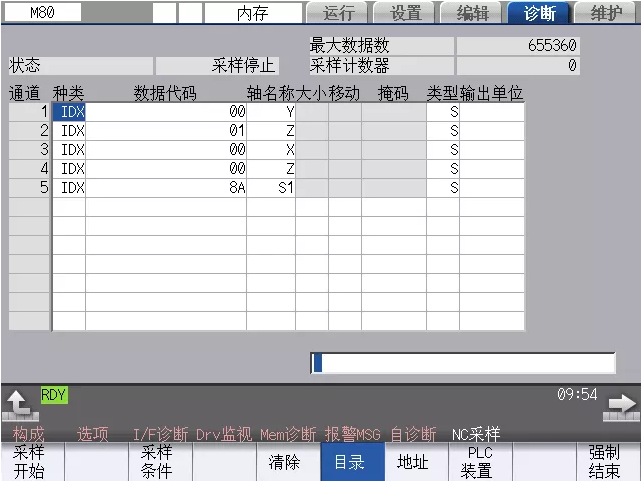
圖3(通道信息設定界面)
一般情況下通道設定需要關注的主要有5項內容,分別是:“種類”、“數據代碼”�、“軸名稱”����、“類型”和“輸出單位”��,內容說明請參考下表4�。
其余具體內容請參考功能說明書:15.4.2 數據采樣�����。
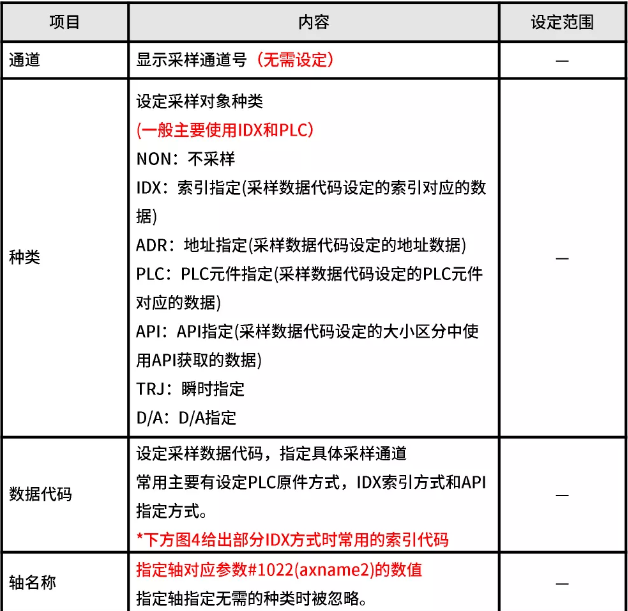
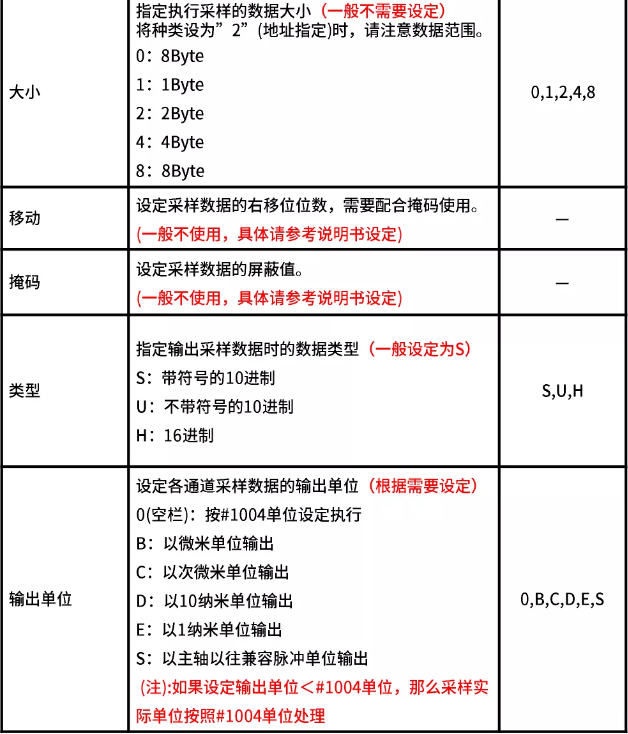
表4
▼*IDX方式下常用的索引代碼
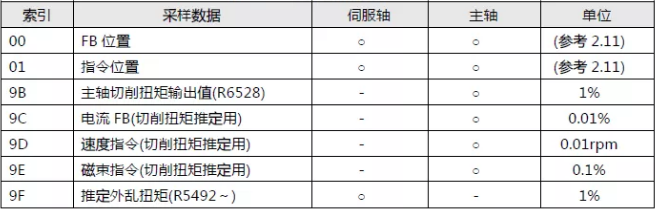
圖4
采樣示例說明
由于采樣涉及的參數較多且冗雜����,初期上手可能不知道怎么展開��,因此現在通過示例進行說明�����。
采樣目的:對如下程序的各伺服軸位置數據進行收集���。
采樣觸發方式:變量號觸發�����。
程序如下圖5:
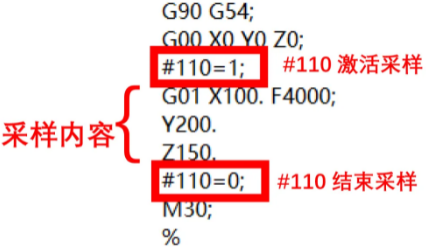
圖5
設定采樣通道如下圖6
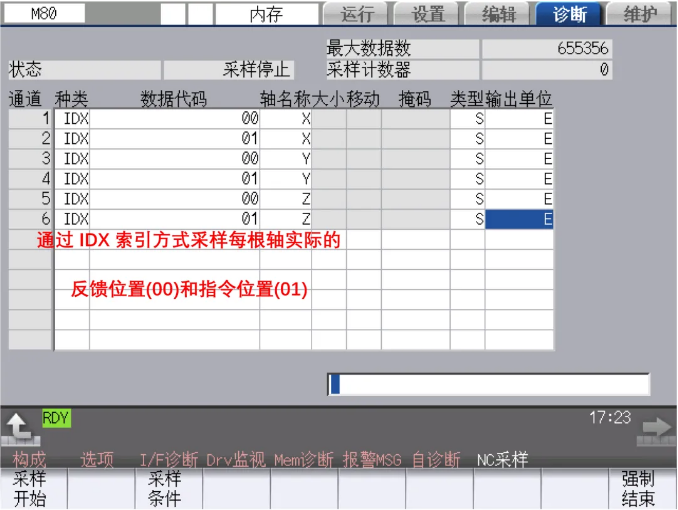
圖6
設定采樣種類:IDX(索引編號方式)
數據代碼:00(反饋位置)/01(指令位置)
軸名稱:X/Y/Z
類型:S(帶符號的10進制)
輸出單位:E(以1nm單位輸出)
設定采樣條件如下圖7
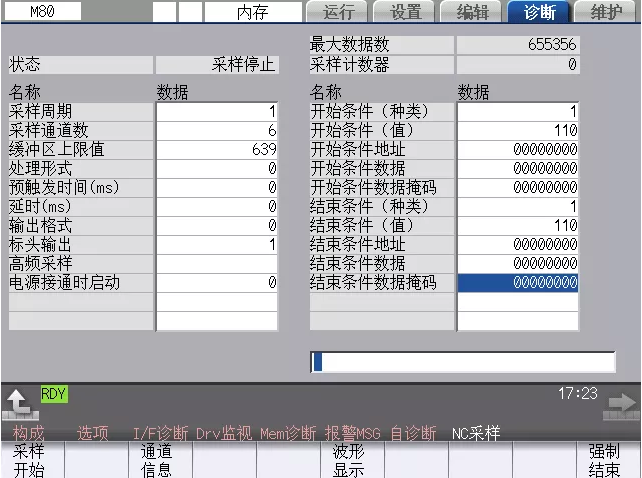
圖7
設定采樣周期:1(周期為1.7777msec)
通道數:6
緩存區上限值:639
標頭輸出:1(不輸出標頭)
開始/結束條件種類:1(變量)
條件值:110(變量#110)
設定完成后
點擊下方菜單欄的按鍵

采樣界面的左上角狀態變成

在此狀態下運行程序�,采樣會在觸發條件(#110=1)時自動采樣��,并在結束條件(#110=0)時結束采樣�����。
采樣完成后
通過NC的界面

將采樣數據導出到外部設備。(此處選擇的是SD卡作為導出端)�����,如下圖8所示:
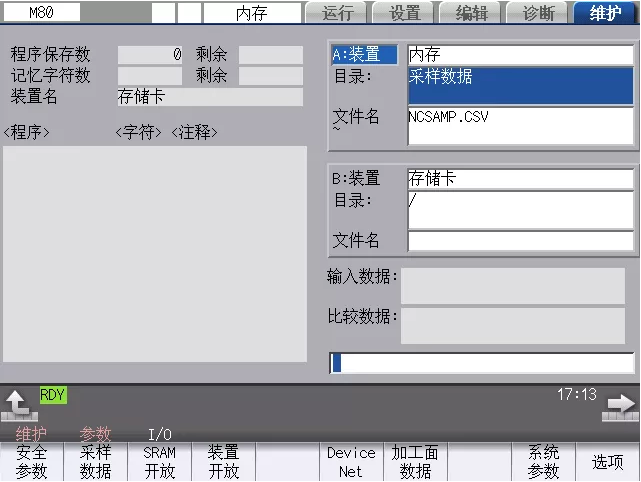
圖8
導出數據
為CSV格式�,可直接使用EXCEL打開,如下圖9所示����,至此NC采樣完成���。
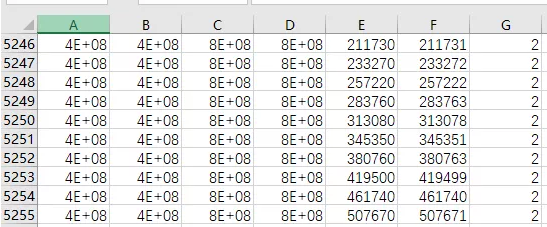
圖9
對于數據的分析�����,可以初步參考如下公式
軸指令位置= 軸采樣索引01的獲取值/ 插補單位常數(參考圖10)
軸FB位置= 軸采樣索引00的獲取值/ 插補單位常數(參考圖10)
軸指令速度= (軸指令位置− 前一周期的軸指令位置)× 60000/采樣周期時間
軸FB速度= (軸FB位置− 前一周期的軸FB位置)× 60000/ 采樣周期時間
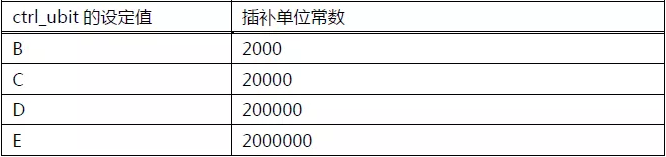
圖10
其余計算公式的說明請參考功能說明書:15.4.2 數據采樣_BNP-C3072-034。
三菱電機CNC售后服務
三菱電機CNC在全國各地設有多個售后服務點及備件倉庫��,客戶可以通過電話��、傳真、郵件等方式聯系受理中心進行咨詢,擁有10年以上經驗的資深工程師擔任解答��,并通過距離客戶最近的服務點或備件倉庫為客戶提供周到服務���!
關于我們
作為全球自動化領域的領導廠商�,三菱電機以其優秀的自動化產品和技術服務于全球各行業用戶。在中國�,三菱電機的PLC��、變頻器、伺服、CNC、低壓電器、工業機器人、加工機等產品運行在各行各業,e-F@ctory智能制造解決方案構建出智能化工廠的框架并落地實施�,為中國經濟發展積極做出貢獻����。