本文來源:三菱電機自動化中國微信公眾號
機床加工中您是否遇到過這樣的課題:
工件已加工完了��,機床以待機狀態在休息���,而電表仍在工作......
數控機床長時間待機�����,不僅影響到機床電氣元件的使用壽命����,也在損耗車間的電能���,車間機床數量越多��,損耗的電能也越多�,這不利于設備的維護及環保建設�����,同時也增加設備的使用成本�����。
別急
CNC自動斷電適功能來幫忙�!
自動斷電適用場合
產品需要長時間加工(如大型模具加工)��,在確保加工條件正常及機床使用安全的情況下����,可以在程序結束前執行自動斷電指令信號(觸發條件可為代碼/PLC開關/面板按鍵信號等�,本案例為M37�����,可自定義)��,即可實現機床自動斷電功能。
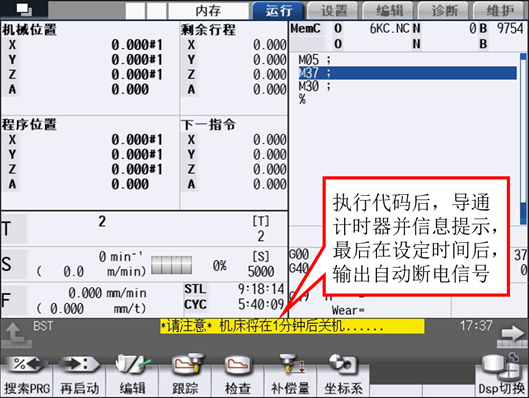
圖 1
自動斷電控制設計
使用系統的自動斷電功能��,對機床的電柜總電源進行分閘控制(也可以對控制器單元的電源進行控制�,具體以電氣控制為準)。
自動斷電功能完全由NC的內部處理來控制斷電信號��,也避免了如異常斷電引起的數據丟失等故障��。
1.動作控制原理
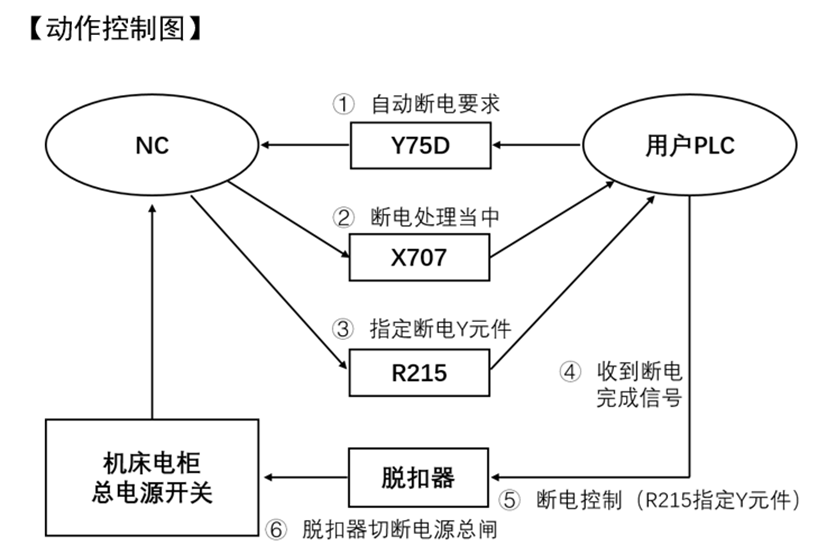
圖 2
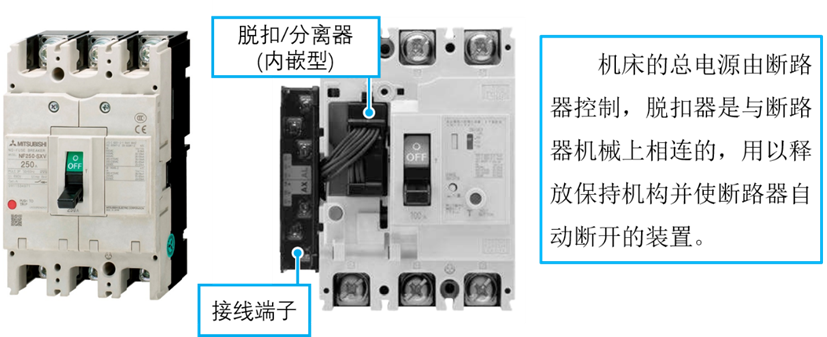
圖 3
2.梯形圖控制(代碼方式)
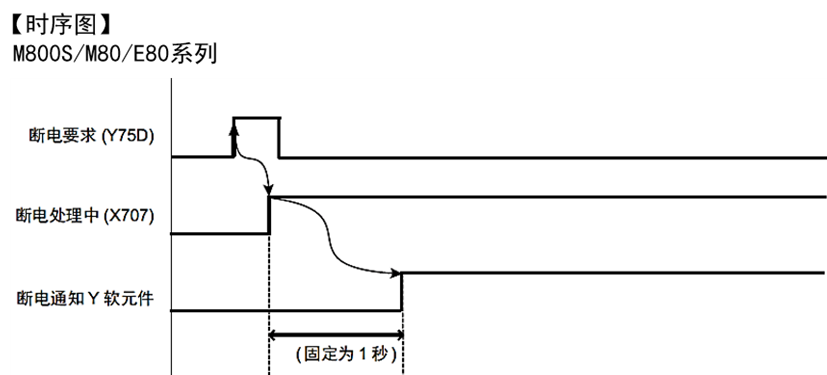
圖 4
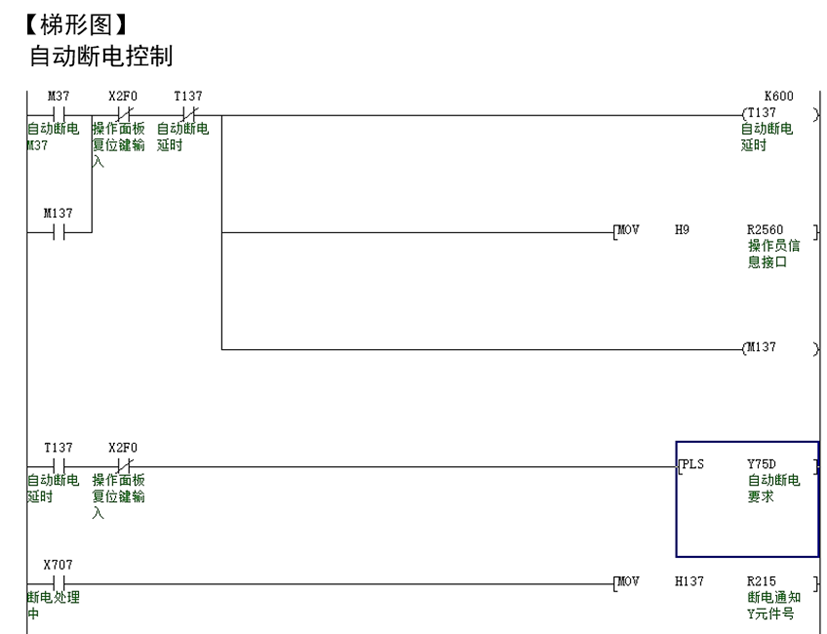
圖 5
通過用戶PLC的斷電要求信號(Y75D)置為ON(上升沿)�,斷電處理中信號(X707)置為ON后��,1秒后在斷電通知Y軟元件信號(R215) 中將指定的軟元件置為ON���。確認到斷電通知Y軟元件置為ON 后���,使斷路器中的脫扣器開始動作���,切斷機床的電柜電源�。
3.PLC接口及注意事項說明

表 1
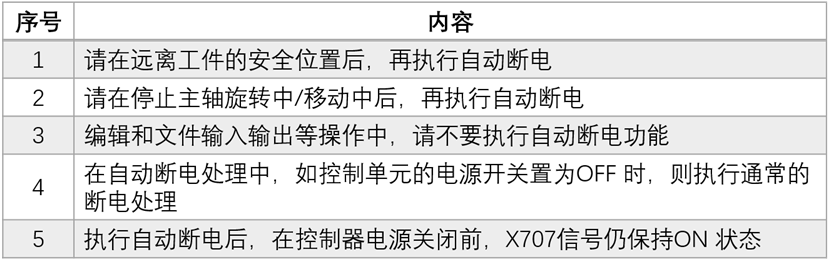
表 2
結語
機床的自動斷電功能���,可提供更靈活的操作���,不僅節省工程師的生產力輸出���,同時也實現節能環保的目標�。