本文來源:三菱電機自動化中國微信公眾號
現場課題
在車床加工中,有時會遇到這種情況:加工工件原料由于長度不同,每次上料需要調整所有刀具長度補償值,浪費了大量時間。
怎么辦?
這種情況可以使用以G54為基準的基準刀對刀方法。
有沒有更好的解決方案?
還可以使用W偏移功能,將整個刀具位置整體前移或后移。相比基準刀對刀,使用此種整體偏移方法在使用任意刀具時均可對刀具位置進行整體移動。對于操作者可以減少上下料后重新對刀時間,提高生產效率。
該功能適用機型有哪些?
該功能在三菱電機M80、E80系統均可使用。
W偏移的使用方法
W偏移有兩種使用方式:一是直接輸入偏移量,二是使用測量獲得更精確的偏移量。
一、直接輸入偏移量
首先,進入圖1主界面,點擊下方W偏移菜單。
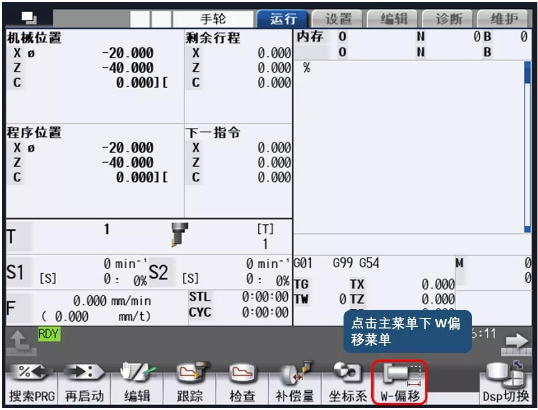
圖 1
進入后出現輸入刀具偏移值的界面。在該界面,選擇增量或絕對的方式輸入坐標偏移值。如圖2,在X方向輸入10,之后執行程序,程序中所有刀具的整體位置向X軸正方向偏移10mm。
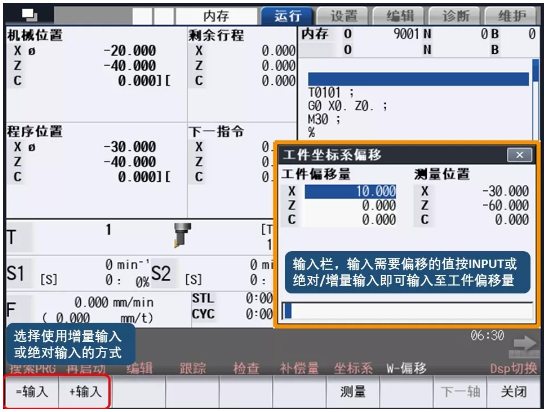
圖 2
二、使用測量獲得精確的偏移量
測量需要了解當前刀具的長度,系統中一把刀具可以對應多個刀具補償值,故使用前需對刀具的默認刀補編號進行指定,否則點擊測量按鍵將出現圖3中顯示的“設定錯誤”提示。
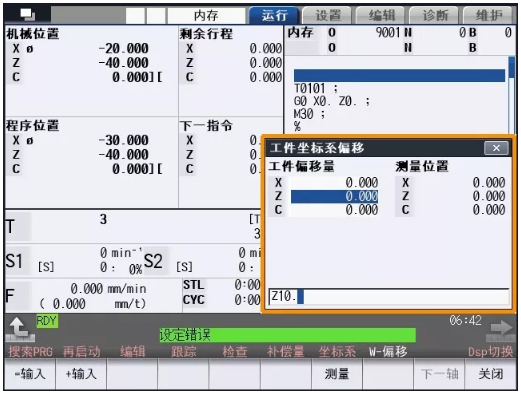
圖 3
設置刀具的默認刀補值需要進入圖4中 SETUP界面中的T管理界面。
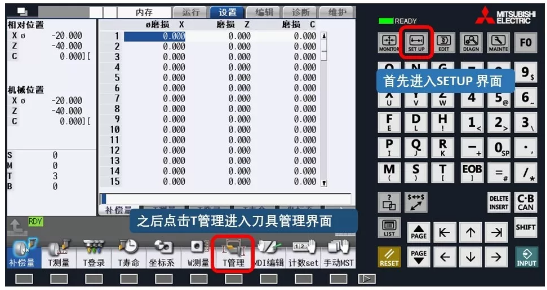
圖 4
進入刀具管理畫面如圖5,以對3號刀進行登錄為例,首先將光標移動至空白的位置,點擊詳細顯示。
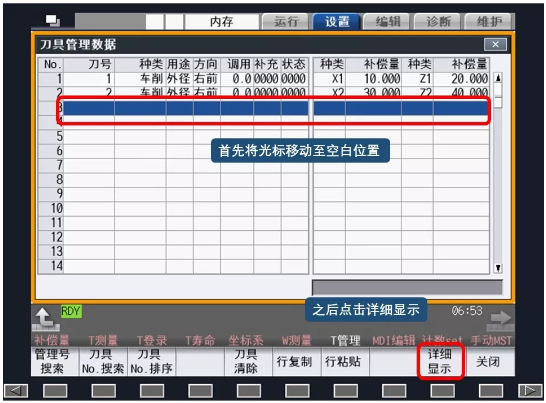
圖 5
出現如下圖6顯示界面,在界面輸入刀號3,即可登錄刀具,刀具的默認刀長與磨耗補償編號與刀號相同,如圖7,刀具種類和其他詳細信息可通過菜單欄切換,如需繼續登錄其他刀具請按菜單切換鍵。
刀具登錄僅需第一次使用時進行,每把刀具登錄一次,之后再次進行W偏移測量無需重復登錄。
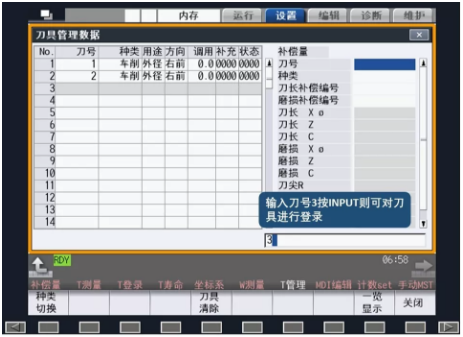
圖 6
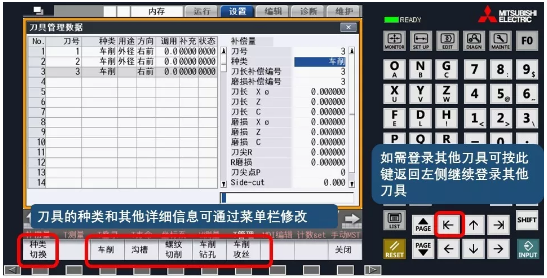
圖 7
刀具登錄后返回W偏移菜單,首先切換刀具至三號刀,在之前的設定中,3號刀的刀具補償編號為默認的3。此時Z方向刀具長度設定為60。

圖 8
手動將刀具移動至需要偏移的工件頂點,在這里移動至機械位置-40的位置。如圖9,輸入Z0.(即此位置為刀具Z向原點,也可輸入其它軸或坐標位置),點擊測量,測量結果為-100,刀具偏移測量完成。
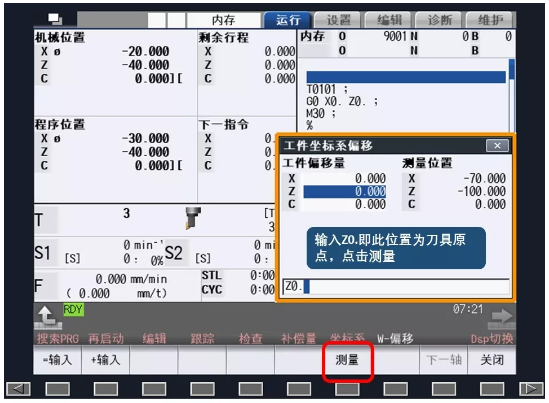
圖 9
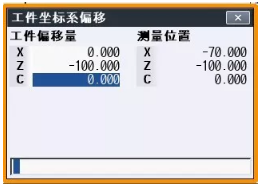
圖 10
以上為W偏移功能基本使用方法,活用該功能可提高重復上下料時的加工效率,縮短操作時間。
注意
如更換刀具,重新對刀前請務必將工件偏移量中的值清0,否則會影響對刀位置,產生危險。