本文來源:三菱電機自動化中國微信公眾號
功能概述
在內存或MDI模式下使手動速度指令有效,通過執行手輪、JOG、手動快速進給指令能夠以該進給速度,運行當前程序。發出負向(-)進給指令,則可逆行程序路徑,但僅可逆行當前執行中的程序段,不可向前追溯程序段。客戶便能夠以多種方式進行程序的測試。
實現步驟



以設定X81為功能開啟信號為例:

圖 1

以第1系統手輪進給指令舉例說明。
4.1 在加工程序自動運行中執行手動速度指令操作
搜索加工程序,在內存模式執行自動啟動。
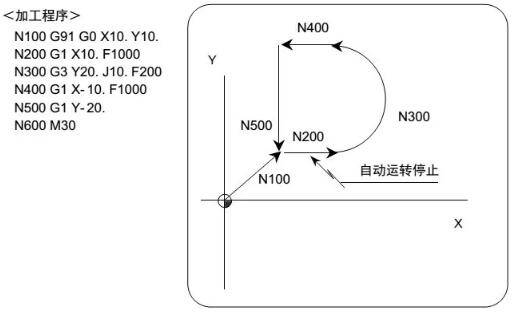
圖 2
? 執行到N200程序段時,接通手動速度指令有效信號、手動速度指令逆行有效信號、手輪模式(內存模式保持接通狀態),程序自動運行暫停。
?選擇第1手輪第1軸,正向(+)進給,則程序段繼續以手輪進給速度移動。
? 手輪負向(-)進給,則與程序方向反向移動。移動至當前程序段(N200)起點位置,則停止反向移動。(無法返回至上一程序段)
? 當前程序段(N200)結束后使手輪繼續正向(+)旋轉,則執行手輪進給速度移動之后的N300~N500 程序段。
? 在N600程序段輸出M30,通過NC復位或完成結束。
4.2 從加工程序開始執行手動速度指令操作
? 搜索加工程序,設為內存模式。
? 接通內存模式、手動速度指令有效信號、手輪模式(內存模式保持接通狀態)。
? 選擇第1手輪第1軸,正向(+)進給,則從開頭程序段開始以手輪進給速度移動。
注意事項
手動速度指令
在多系統執行手動速度指令時,速度因手動速度指令類型而異。
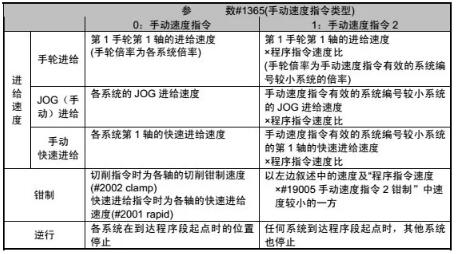
圖 3