本文來源:三菱電機自動化中國微信公眾號
在進行機床調試時,是否遇到過這些問題:
加工程序路徑是否合理?
各軸進給速度是多少?
主軸負載有多大?
PLC輸入輸出信號是否有變化?
概述 任意程序測試功能
任意程序測試功能是三菱電機CNC伺服主軸調試軟件NC Analyzer2中的一項測試功能。通過該功能可對三菱電機CNC系統中的伺服軸、主軸、PLC等信息進行采樣,方便調試人員查找及確認問題。
任意程序測試功能可對應的測試項目如下:
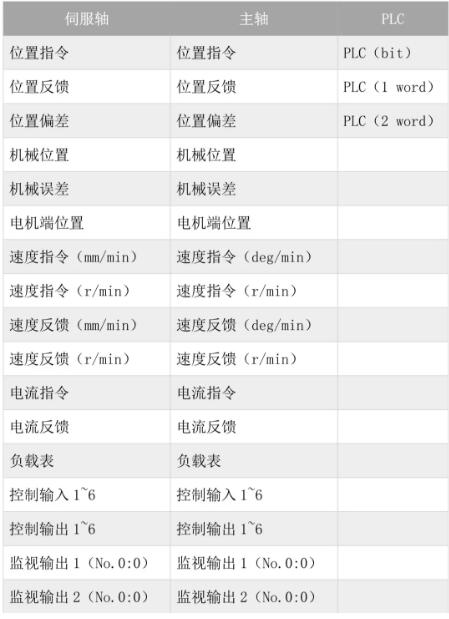
使用方法
01、CNC側設定
在使用任意程序測試功能之前,我們需要將確認以下幾個參數的設置:
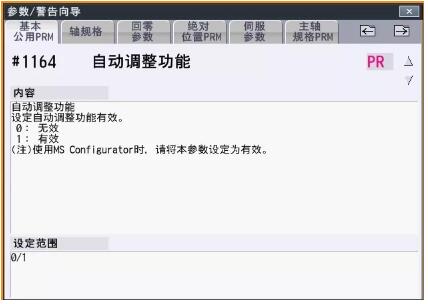
圖 1
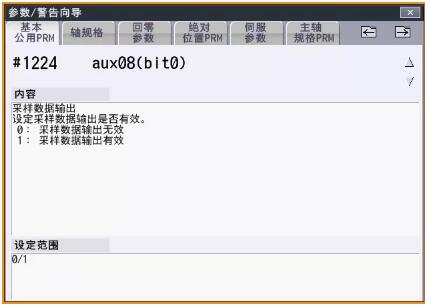
圖 2
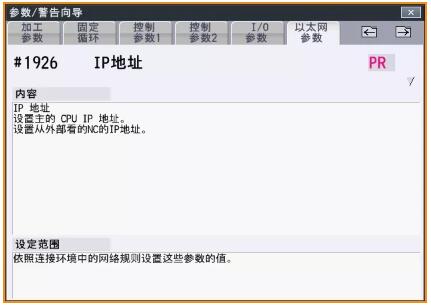
圖 3
CNC側需要確認上述三個參數,#1164需設置為“1”,開啟自動調整功能;#1224bit0位設置為“1”,使采樣數據輸出有效;最后確認CNC測試LAN1口IP地址,需要與PC建立以太網連接。
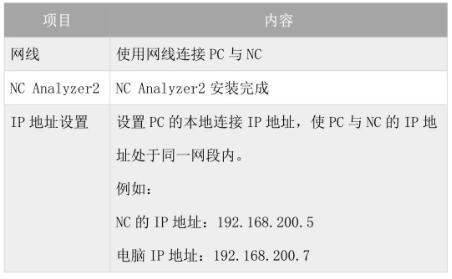
02、PC側設置
CNC側參數設置完成后,進行PC側設置,需設置項目如下:
03、新建工程
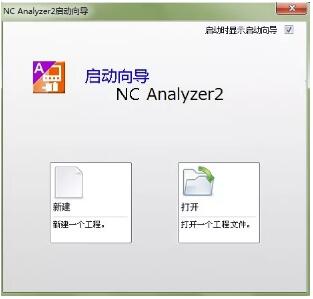
圖 4
在完成CNC與PC側設置后,可在PC端打開NC Analyzer2軟件,在彈出的“啟動向導”畫面上選擇“新建工程”。
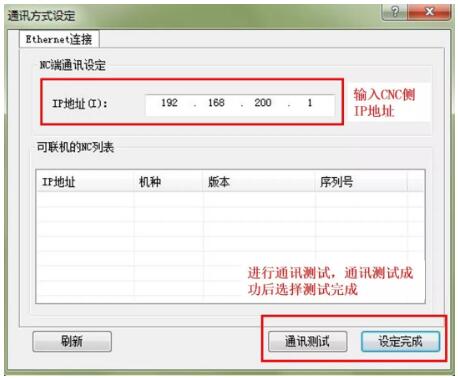
圖 5
在彈出“通訊方式設定”畫面上,首先輸入CNC側IP地址(即CNC參數#1926),之后進行通訊測試,通訊測試成功后,選擇設定完成,最后輸入工程名及保存位置,新工程創建完畢。
04、任意程序測試
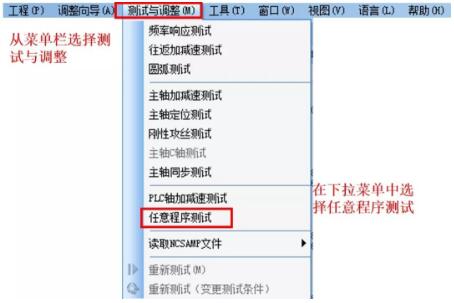
圖 6
從菜單欄選擇“測試與調整”,在下拉菜單中選擇“任意程序測試”,即可開始使用任意程序測試功能。
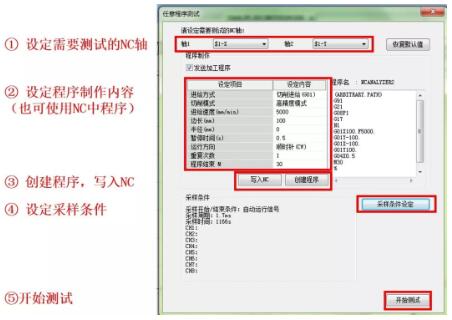
圖 7
開始任意程序測試后,首先需要設定測試內容,如測試軸、加工程序、采樣條件等設置,對于采樣條件的設定,可根據實際需求進行選擇,如下圖所示:
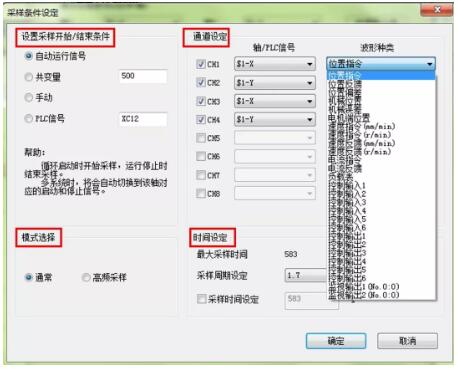
圖 8
需要對采樣條件的“設置采樣開始/結束條件”“模式選擇”“通道設定”“時間設定”四部分內容進行設置。設置完成后即可以開始進行任意程序測試采樣。
功能演示
01、X、Y軸位置指令及位置反饋
使用CNC系統已有程序進行采樣,采樣條件為X軸、Y軸的位置指令及位置反饋。測試條件設定如下:
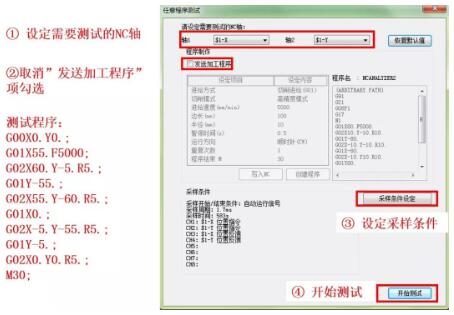
圖 9
采樣條件設定如下:
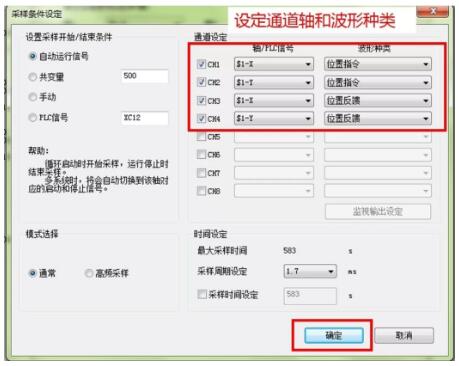
圖 10
采樣結果如下:
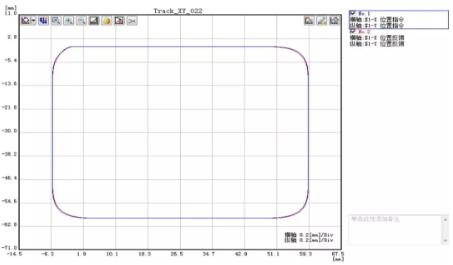
圖 11
通過“切換圖形模式”功能,可顯示時序波形,時序波形如下:
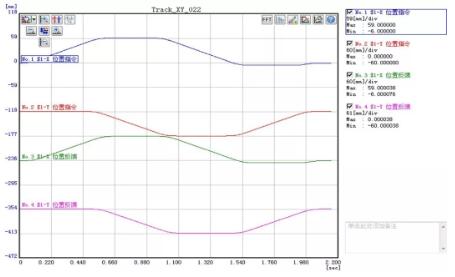
圖 12
02、PLC(bit)測試
在進行PLC相關測試時,僅需設定“采樣條件”即可。PLC(bit)測試時,采樣條件設定如下:
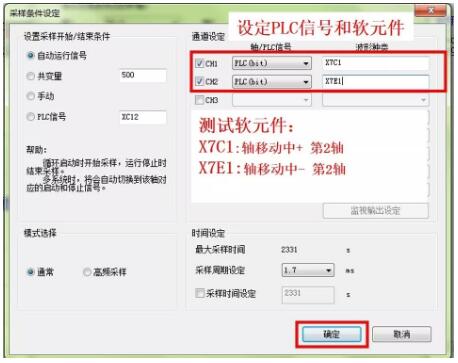
圖 13
在“軸/PLC信號”中選擇PLC(bit),“波形種類”中輸入要采樣的軟元件即可。
測試后,切換為時序列波形,采樣結果如下:
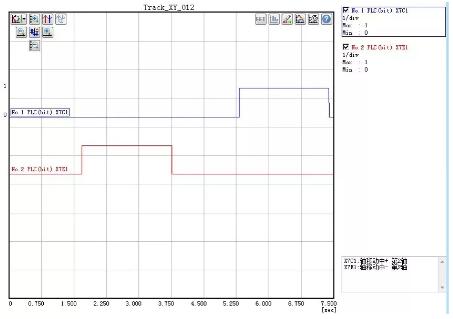
圖 14
如需了解更多技術和產品,歡迎留言建議,我們將更有動力和方向進行約稿!感謝您的支持和關注!