本文來源:三菱電機自動化中國微信公眾號
在數(shù)控銑床實際加工中,會經(jīng)常使用刀具補償量及工件坐標系。一般的操作是通過補償量及坐標系功能畫面進行數(shù)據(jù)輸入。除此之外,用戶還可以通過三菱電機CNC系統(tǒng)可編程補償輸入功能,在加工程序中利用G10指令,靈活設定或者更改刀具補償和工件偏置。
應用例子
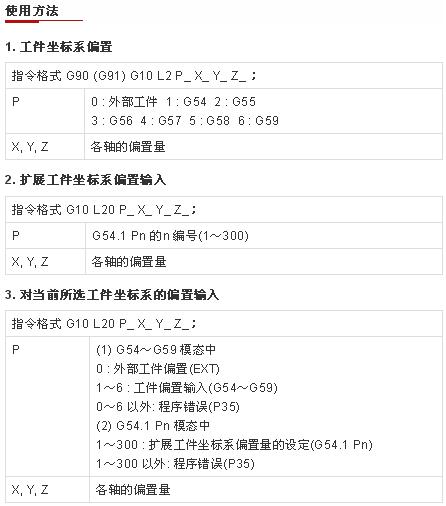
1.坐標系更新
指定補償量,更新工件坐標系。
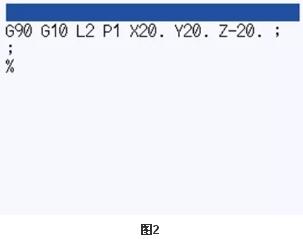
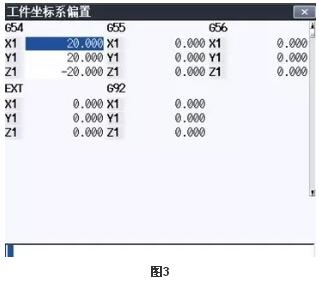
假設工件坐標系G54的設定值為圖1。通過執(zhí)行指令(格式:G90 G10 L2 P_ X_ Y_ Z_),如圖2。可將工件坐標系G54的設定值更新為圖3。

2. 坐標系補償
指定補償量,使工件坐標系增加補償量。
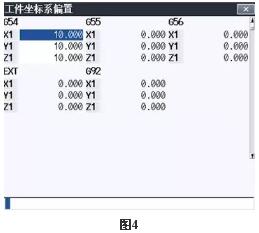
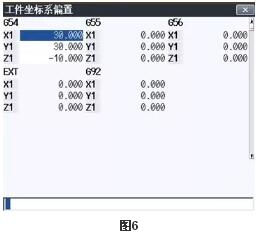
假設工件坐標系G54的設定值為圖4。通過執(zhí)行指令(格式:G91 G10 L2 P_ X_ Y_ Z_),如圖5。可增量補償工件坐標系G54的設定值,如圖6。

3. 當前坐標系更新
指定補償量,直接更新當前坐標系。
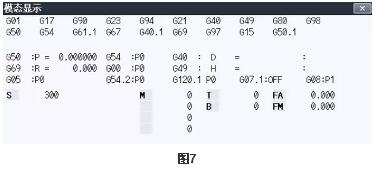
假設當前坐標系模態(tài)為G54,如圖7。
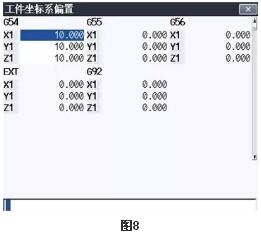
工件坐標系G54的設定值為圖8,通過執(zhí)行指令(格式:G90 G10 P_ X_ Y_ Z_),如圖9,可將工件坐標系G54的設定值更新為圖10。


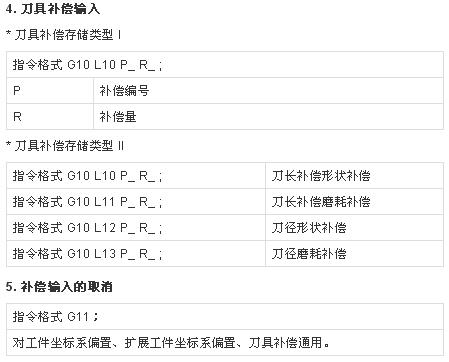
4. 刀具補償存儲類型I的補償輸入
參數(shù)#1037設置為1時,為刀具補償存儲類型 I,如圖11。

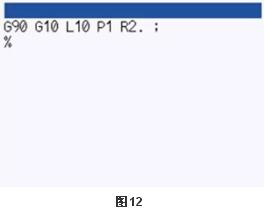
通過執(zhí)行指令(格式:G90 G10 L10 P_ R_ ),如圖12。
可更新對應刀補號的設定值,如圖13。

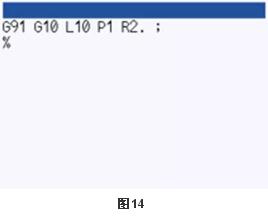
通過執(zhí)行指令(格式:G91 G10 L10 P_ R_ ),如圖14。
可增量補償對應刀補號的設定值,如圖15。

5. 刀具補償存儲類型II的補償輸入
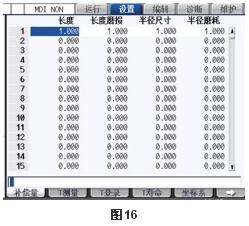
參數(shù)#1037設置為2時,為刀具補償存儲類型II,如圖16。
通過執(zhí)行指令(格式:G90 G10 L10 P_ R_ ;G90 G10 L11 P_ R_ ;G90 G10 L12 P_ R_ ;G90 G10 L13 P_ R_ ;),如圖17。
可更新對應刀補號的刀具長度補償;刀具長度磨耗;刀具半徑補償;刀具半徑磨耗的設定值,如圖18。


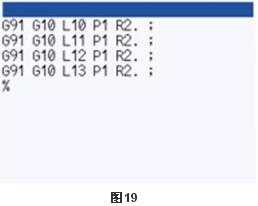
通過執(zhí)行指令(格式:G91 G10 L10 P_ R_ ;G91 G10 L11 P_ R_ ;G91 G10 L12 P_ R_ ;G91 G10 L13 P_ R_ ;),如圖19。
可增量補償對應刀補號的刀具長度補償;刀具長度磨耗;刀具半徑補償;刀具半徑磨耗,如圖20。

總結(jié)
通過G10指令,可在程序中設定/更改刀具補償和工件偏置。
需要注意,在絕對值(G90)模式中,通過G10指定的補償量將變?yōu)樾碌难a償量;在增量值(G91)模式中,通過G10指定的補償量將在原補償量的基礎上加上指定的補償量,變?yōu)樾碌难a償量。即在G91模式中,補償量為增量值,每次執(zhí)行程序時都會累加。
因此,為了避免這種錯誤,請在G10前,必須確認當前是G90還是G91模式。具體使用及注意事項,請參考M80編程說明書。