|
ČÓŠĆŪąĖŅÖC╩Ūę╗ĘN╚½ą┬Ė┼─ŅĄ─ą┬ą═ŪąĖŅįOéõŻ¼║åĘQ“ŠĆõÅ”Ż¼═©▀^Įī┘ĮzĄ─Ė▀╦┘═∙Å═▀\äėŻ¼░č─ź┴ŽÄ¦╚ļ░ļī¦¾w╝ė╣żģ^ė“▀Mąąčą─źŻ¼īó░ļī¦¾wĄ╚ė▓┤Ó▓─┴Žę╗┤╬═¼ĢrŪąĖŅ×ķöĄ░┘Ų¼▒ĪŲ¼ĪŻŲõęįśOĖ▀Ą─╔·«aą¦┬╩║═│÷Ų¼┬╩Ż¼į┌┤¾ų▒ÅĮ╣ĶŲ¼╝ė╣żŅIė“Ż¼ųØuķ_╩╝╚Ī┤·ā╚łAŪąĖŅÖCĄ─┌ģä▌ĪŻ
ķLŠ├ęįüĒŻ¼┼_▀_ÖCļŖ«aŲĘČ╝ęįĖ▀ąįār▒╚Īó═Ļ╔ŲĄ─╩█║¾Ę■äš¾wŽĄęį╝░ā׹ѥ─╝╝ąg┌AĄ├┴╦ÅV┤¾┐═æ¶Ą─ŪÓ▓[ĪŻ×ķ┤╦Ż¼į┌ČÓŠĆŪąĖŅÖC╔ŽŻ¼┼_▀_Ė³╩ŪęįūŅ┐ņĄ─╦┘Č╚īóš¹╠ūŽĄĮyķ_░l│╔╣”ĪŻ▒ŠŲ¬╬─š┬īóų„ę¬ĮķĮB┼_▀_10MC┼cA2╦┼Ę■į┌ČÓŠĆŪąĖŅÖC╔ŽĄ─æ¬ė├ĪŻ
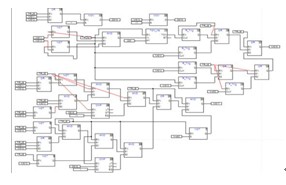
1 ┐žųŲŽĄĮyĮYśŗłD
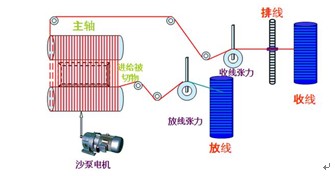
łD1×ķįOéõ═Ōą╬łDĪŻ
łD1 įOéõ═Ōą╬
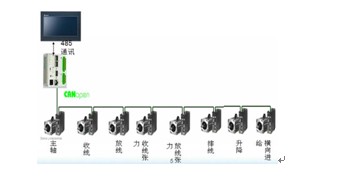
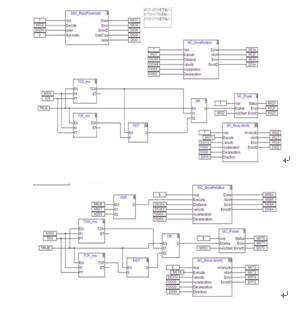
łD2×ķļŖ┐žŽõ┼õų├łDĪŻ
łD2 ļŖ┐ž┼õų├
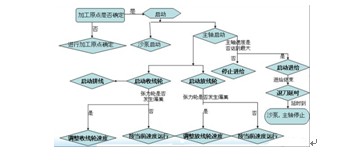
łD3×ķļŖÖC░▓čb╬╗ų├łDĪŻ
łD3 ļŖÖC░▓čb╬╗ų├╩ŠęŌłD
łD4×ķ╝ė╣ż«aŲĘłDĪŻ
łD4 ╝ė╣ż«aŲĘ
2 ┐žųŲŽĄĮyīŹ╩®šnŅ}Ą─ĮŌøQĘĮ░Ė
2.1 æ¬ė├šnŅ}ĮŌøQ▐kĘ©
Ż©1Ż®│§┤╬åóäėĄ─Ģr║“Ż¼Ž╚įOČ©ų„▌SĄ─│▀┤ńŻ¼ėŗ╦Ń│÷ų„▌S├}ø_Ņl┬╩ĪŻ┬²╦┘åóäėų„▌S║¾╩šĘ┼ŠĆ▌å╦┘Č╚┤¾ąĪė╔┴Ńķ_╩╝åóäėŻ¼╚╗║¾Ė∙ō■Åł┴”▌åĄ─ĮŪČ╚Ż¼═©▀^╦ŃĘ©┐žųŲ║═ų„▌S▀Mąą═¼▓ĮŻ¼▓ó░č═¼▓Į║¾Ą├ĄĮĄ─╦┘Č╚ū„×ķīŹļHĄ─═¼▓Į╦┘Č╚╗∙£╩▒╚└²Ż╗
Ż©2Ż®åóäė║¾Ė∙ō■įOČ©ų„▌S«öŪ░įOČ©╦┘Č╚║═┬²╦┘ĢrĄ─╦┘Č╚▒╚▒╚└²Ę┼┤¾šę═¼▓Į║¾Ą─╩šĘ┼ŠĆ╦┘Č╚▓óū„×ķČ■š▀Ą─╗∙£╩╦┘Č╚Ż╗
Ż©3Ż®į┌ŠĆūāĖ³╦┘Č╚║¾Ė∙ō■ūāĖ³Ū░║¾╦┘▒╚ĻPŽĄ┴ó╝┤š{š¹╦┘Č╚Ņl┬╩Ą─ĮoČ©Ż¼į┘Ė∙ō■Åł┴”▌åĄ─╬╗ų├ĻPŽĄ╬óš{Ż╗
Ż©4Ż®═©▀^╗∙£╩╦ŃĘ©ėŗ╦Ń╦┘Č╚Ż¼═©▀^Č©ĢrŲ„īŹĢrĮoČ©┼cą▐Ė─╩šĘ┼ŠĆ╦┘Č╚Ż╗
Ż©5Ż®═©▀^├}ø_éĆöĄėŗ╦Ń│÷ų„▌SĄ─Ę┼ŠĆ┼c╩šŠĆķLČ╚Ż¼Å─Č°▒Ż│ųČ©ķLŻ╗
Ż©6Ż®į┌š²│ŻŪąĖŅĢrŻ¼═©▀^┐žųŲ▀MĮoļŖÖC┼cÖMŽ“▀MĮoļŖÖCĄ─╝ė╣żįŁ³c╩Ūʱ┤_Č©Ż¼į┌░č╝ė╣żįŁ³c┤_Č©ś╦ųŠ╬╗ū„×ķūįäė▀\ąąåóäėŽ╚øQŚl╝■Ż¼ĘĮ┐╔åóäėų„▌S║═╔│▒├ļŖÖC▀Mąąš²│ŻŪąĖŅŻ╗
Ż©7Ż®═©▀^┼ąöÓų„▌S╦┘Č╚╩Ūʱ▀_ĄĮįOČ©╦┘Č╚Ż¼┤_Č©▀MĮoļŖÖC╩Ūʱ▀Mąą▀MĮoŪąĖŅŻ╗
Ż©8Ż®«ö▀MĮoļŖÖC▀MĮo┴┐ĮY╩°Ż¼į┌åóäė═╦ĄČčėĢr│╠ą“Ż¼į┌═©▀^═╦ĄČčėĢrĮY╩°ś╦ųŠ╬╗ĪŻ┤╦Ģr═Żų╣ų„▌S║═╔│▒├ļŖÖCŻ¼Å─Č°š¹éĆŪąĖŅ┴„│╠ĮY╩°ĪŻ
2.2 ųž³cšnŅ}ĮŌøQ▐kĘ©
Ż©1Ż®ę¬īŹĢrūx╚Īų„▌SĄ─├}ø_Ņl┬╩ŻŁė╔ė┌10MCųąČ©╬╗╣”─▄ēK¤oĘ©īŹ¼FīŹĢr╦┘Č╚ą▐Ė─┼cŲĮ╗¼╝ė£p╦┘Ż¼╩╣ė├┴╦╦┘Č╚╣”─▄ēK║═╦┘Č╚╣½╩ĮĮY║ŽĄ─ĘĮ╩Įī”ų„▌S▀Mąą╦┘Č╚┐žųŲŻ╗
Ż©2Ż®į┌╩šĘ┼ŠĆ║═ų„▌S═¼▓Įųą╩╣ė├ūįąąŠÄīæĄ─į÷┴┐ą═PID┐žųŲĘĮĘ©Ż©PI┐žųŲŻ®▒ŻūC╩šĘ┼ŠĆį┌═ŌÅĮ░l╔·ūā╗»Ą─ŪķørŽ┬╩╝ĮK─▄ęįūŅāץ─╦┘Č╚Ė·ļSų„▌SŻ╗
Ż©3Ż®▒ŻūC╩šĘ┼ŠĆĄ─║ŃÅł┴”Ż¼═©▀^╩╣ė├A2╦┼Ę■┼żŠž─Ż╩Į┼cMC┼żŠž╣”─▄ēKīŹ¼F║ŃÅł┴”Ż╗
Ż©4Ż®PLC│╠ą“ŠÄīæ╦ŃĘ©╣½╩Į║═MC│╠ą“Ęų×ķ▀\äė│╠ą“┼c▀ē▌ŗŻ╗
ĮM│╔Ż©▀\äė│╠ą“ŽÓ«öė┌Č©ĢrųąöÓŻ®Ż¼PLC┼cMCĄ─öĄō■═©▀^╠žD▀MąąĮ╗ōQŻ╗
Ż©5Ż®Ų┴┼c┐žųŲ╔│▒├ļŖÖCūāŅlŲ„▀Mąą485═©ėŹŻ╗
Ż©6Ż®▀MĮoļŖÖC┼cÖMŽ“▀MĮoļŖÖC▀MĮo┴┐═©▀^╦┘Č╚╣”─▄ēK║═Č©╬╗╣”─▄ēK▀MąąČ©╬╗┐žųŲŻ¼ęč▀_ĄĮū▀Č©ķL─┐Ą─ĪŻ
2.3 ŽĄĮyąį─▄
Ż©1Ż®╩šĘ┼ŠĆÅł┴”▌åö[Ę∙Ż║-3ŠĆĪ½Ż½3ŠĆĪŻ
Ż©2Ż®ų„▌SŠĆ╦┘Č╚Ż║400Ī½500m/minĪŻ
Ż©3Ż®ŠĆ▌å┤µŠĆ┴┐Ż║137kmĪŻ
Ż©4Ż®Įī┘ŠĆÅł┴”Ż║20NĪ½35NĪŻ
Ż©5Ż®▀MĮoŠ½Č╚Ż║0.0001mm/sĪŻ
Ż©6Ż®┼┼ŠĆķgŠÓ:0.218mm Ī½0.180mmĪŻ
Ż©7Ż®ŪąĖŅŠ½Č╚Ż║1umĪŻ
Ż©8Ż®ų„▌S╦┼Ę■▐D╦┘Ż║1480▐Dū¾ėęĪŻ
3 ┐žųŲ╣ż╦ć┴„│╠łD
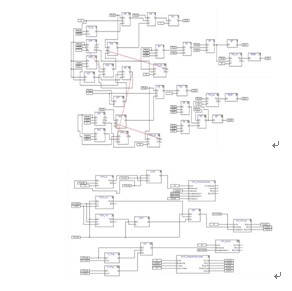
łD5×ķŽĄĮyśŗįņłDĪŻ
łD5 ŽĄĮyśŗįņ╩ŠęŌłD
łD6×ķŽĄĮyśŗ│╔łDĪŻ
łD6 ŽĄĮyśŗ│╔
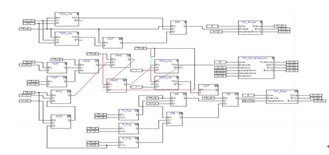
łD7×ķŽĄĮy┴„│╠łDĪŻ
łD7 ŽĄĮy┴„│╠
4 ┐═æ¶æ¬ė├šnŅ}ĮŌøQ▐kĘ©
4.1 PIDĄ─æ¬ė├
4.11 ļx╔ó╗»į÷┴┐╩ĮPID╦ŃĘ©
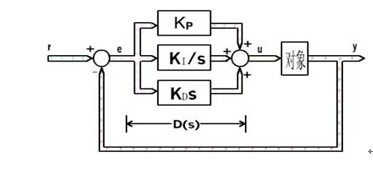
į┌įō░Ė└²ųąŻ¼╩šĘ┼ŠĆĄ─Ņl┬╩Š∙×ķöĄūų┴┐Ż¼╦∙ęįąĶę¬╩╣ė├ļx╔ó╗»Ą─PID╦ŃĘ©üĒīŹ¼F┐žųŲĪŻ┴Ē═Ō┐╝æ]ĄĮŽĄĮyī”┐ņ╦┘ąįĄ─ę¬Ū¾Ż¼╦∙ęįę¬▒M┴┐£pąĪā╚┤µĄ─ķ_õNęį▀_ĄĮŠ½£p│╠ą“Ą──┐Ą─Ż¼ę“┤╦▓╔ė├ļx╔ó╗»į÷┴┐╩ĮĄ─PID╦ŃĘ©ĪŻįō╦ŃĘ©į┌▀\╦Ń▀^│╠ųąų╗ąĶę¬▒Ż┴¶ūŅĮ³3┤╬Ą─š`▓ŅöĄō■,Š═─▄ē“═Ųī¦│÷Ž┬ę╗┤╬Ą─▌ö│÷┴┐,╣Ø╩Ī┴╦┤¾┴┐Ą─öĄō■┐šķg,╠ßĖ▀┴╦▀\╦Ń╦┘Č╚ĪŻTĪóTiĪóTd║═Kp╩ŪPID╣½╩ĮĄ─│Ż┴┐,▓╗═¼Ą─öĄųĄ┤·▒Ēų°PIDŽĄĮyĄ─╬óĘųĪóĘeĘųĪó▒╚└²š{╣Øū„ė├Ą─ÅŖČ╚║═ą¦╣¹Ż¼į┌┤╦ŽĄĮyųąŻ¼Td=0Ż¼ų╗ė├┴╦PĪóI┐žųŲĪŻPIDöĄīW─Żą═╚ńłD8.
łD8 PIDöĄūų─Żą═
4.12 ļx╔ó╗»į÷┴┐╩ĮPID╦ŃĘ©Ą─öĄō■▒O┐ž
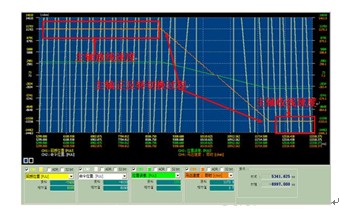
Ė∙ō■PID╦ŃĘ©─Żą═Ż¼Ė▀╦┘▀\ąąĢrŻ¼╩šŠĆĘ┼ŠĆ╦┼Ę■▌ö│÷Ų½▓Ņš²žō5▐Dęį╝░Åł┴”ö[äė┼żŠžš²žō1┼ŻĪŻ═¼Ģr▒OęĢų„▌SĪóÅł┴”ĪóĘ┼ŠĆ╦┼Ę■Ą─▓©ą╬╚ńŽ┬łDĪŻŲõųąŻ¼ų„▌S▓©ą╬łD╚ńłD9╦∙╩ŠĪŻ
łD9 ų„▌S▓©ą╬łD
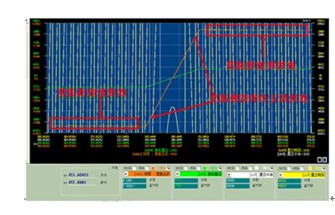
łD10×ķÅł┴”╦┼Ę■Ą─▓©ą╬łDĪŻ
łD10 Åł┴”▓©ą╬łD
łD11×ķĘ┼ŠĆ╦┼Ę■Ą─▓©ą╬łDĪŻ
łD11 Ę└ŠĆ╦┼Ę■▓©ą╬łD
═©▀^▒OęĢ▓©ą╬Ż¼į┌Åł┴”▌åĄ─ĮŪČ╚░l╔·Ų½▓Ņ║¾Ż¼╩šĘ┼ŠĆ╦┘Č╚─▄ē“┐ņ╦┘Ąž▀MąąĖ─ūāŻ¼▒Ż│ųÅł┴”▌åĘĆČ©į┌ę╗éĆŽÓī”╣╠Č©Ą─╬╗ų├ĪŻė╔┤╦┐╔ų¬Ż¼ļx╔óį÷┴┐╩ĮPID╦ŃĘ©į┌▀@ĘN┐ņ╦┘Ēææ¬Ą─┐žųŲŽĄĮyųą╩Ū┐╔ąąĄ─ĪŻ
4.22 ┼┼ŠĆųąĄ─æ¬ė├
Ż©1Ż®▒│Š░Ż║╚¶╩šŠĆ▌åĄ─ŠĆ┼┼┴ą▓╗Š∙ä“Ż¼į┌▀ģĮŪ╠Ä│÷¼F»B╝ėŻ¼─Ū├┤«ö╩šŠĆ▌åū„×ķĘ┼ŠĆ╩╣ė├Ģr║▄ėą┐╔─▄ī¦ų┬Ę┼ŠĆ▓╗Ēś└¹Ż¼Å─Č°Ģ■ī¦ų┬öÓŠĆĪŻ
łD12 ┼┼ŠĆ▓╝ų├
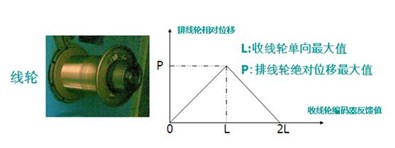
(2)šf├„Ż║Ė∙ō■╩šŠĆ▌åĄ─īÆČ╚║═ŠĆīÆęį╝░┼┼ŠĆ╦┼Ę■Ą─Ęų▒µ┬╩ęį╝░ĮzŚUĄ─ī¦│╠┐╔ęįėŗ╦Ń│÷L║═PĄ─ųĄŻ¼┼┼ŠĆŠ═─▄ē“Ė∙ō■╩šŠĆĄ─ą²▐DĘĮŽ“║═ąą▀M┴┐į┌š²┤_Ą─Ę┼ŠĆ▀MąąŠ∙ä“┼┼ŠĆĪŻ
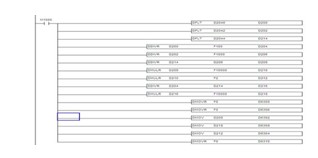
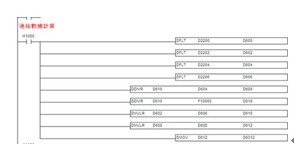
(3)PLC│╠ą“╚ńłD13╦∙╩ŠĪŻ
łD13 PLC│╠ą“╩ŠęŌłD
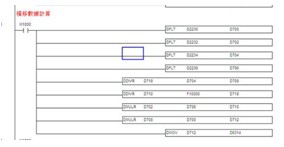
(4)MCĄ─▀ē▌ŗ│╠ą“╚ńłD14╦∙╩ŠĪŻ
łD14 MC▀ē▌ŗ│╠ą“
╩╣ė├┤╦╦ŃĘ©īŹ¼F┴╦┼┼ŠĆĄ─Š∙ä“Ęų▓╝Īó¤oīė»B¼FŽ¾Ż¼║▄║├Ą─ØMūŃ┴╦ŽĄĮyĄ─ę¬Ū¾ĪŻ
4.12 īŹĢr╦┘Č╚ą▐Ė─
ė╔ė┌╦ŃĘ©ąĶę¬īŹĢrĮoČ©╩šĘ┼ŠĆ▌åĄ─╦┘Č╚Ż¼Ą½╩ŪMC▀\äėųĖ┴ŅŠ∙▓╗ų¦│ųįō╣”─▄Ż¼ę“┤╦ąĶꬊÄīæīŹĢrą▐Ė─│╠ą“ĪŻ╚ń╣¹▓╗īŹĢrą▐Ė─╦┘Č╚īóĢ■įņ│╔öÓŠĆŻ¼═©▀^╩╣ė├┤╦╦ŃĘ©īŹ¼F┴╦╦┘Č╚īŹĢrą▐Ė─ĪŻMC│╠ą“╚ńłD15ĪŻ
łD15 MC│╠ą“
4.13 ┐ņ╦┘╣”─▄─ŻēK
═©▀^╦┘Č╚╣”─▄ēKŻ¼Č©╬╗╣”─▄ēK▀MąąČ©╬╗┐žųŲ▀MĮoĄ─æ¬ė├ĪŻPLCöĄō■▀\╦Ń│╠ą“╚ńłD16ĪŻ
łD16 PLCöĄō■▀\╦Ń│╠ą“
łD17 MC▀ē▌ŗ│╠ą“
łD18 MC▀\äė│╠ą“
╩╣ė├═©▀^╦┘Č╚╣”─▄ēKŻ¼┼żŠž╣”─▄ēK║═╩╣─▄╣”─▄ēK▀MąąČ©╬╗┐žųŲ▀MĮo║▄║├Ą─ØMūŃ┴╦ŽĄĮyĄ─ę¬Ū¾ĪŻ
5 ĮY╩°šZ
ū„×ķ▀M▄ŖĖ▀Č╦┐žųŲŅIė“Ą─┴”ū„Ż¼┼_▀_DVP-10MC╩Ūę╗┐Ņ╗∙ė┌CANopen¼Fł÷┐éŠĆĄ─ČÓ▌S▀\äė┐žųŲŲ„Ż¼Ųõ═©ėŹ╦┘Č╚Ė▀▀_1MĪŻ×ķ┐ņ╦┘īŹ¼FŠ½£╩┐žųŲŻ¼DVP-10MCā╚▓┐įOėŗ┴╦ā╔┤¾╣”─▄─ŻēKŻ║PLC─ŻēK╝░▀\äė┐žųŲ─ŻēKŻ¼ā╔▓┐ĘųĘųäe¬Ü┴ó╠Ä└Ē▀ē▌ŗ╚╬äš║═▀\äė┐žųŲ╚╬äšĪŻā╔┤¾╣”─▄─ŻēKĄ─▓óąą▀\ąą┤¾┤¾╠ßĖ▀┴╦Ė▀Č╦įOéõĄ─▀\ąąą¦┬╩ĪŻ
┤╦═ŌŻ¼DVP-10MCĄ─’w╝¶/ūĘ╝¶╣”─▄▓╔ė├5ļAČÓĒŚ╩Į═╣▌åŪ·ŠĆūįäėėŗ╦ŃĪó╣ż╦ćģóöĄ┐╔▀\ąąųąą▐Ė─Īó═¼▓ĮŪąĖŅģ^╦┘Č╚▒╚└²┐╔š{ĪŻČ°į┌╩╣ė├ļŖūė═╣▌å╣”─▄ĢrŻ¼ANopenBuilder▄ø╝■╠ß╣®AMŠÄ▌ŗŲ„Ż¼ė├æ¶┐╔ęįį┌CAMŠÄ▌ŗŲ„ųąęÄäØ═╣▌åŪ·ŠĆŻ¼▓ó─▄ļSĢräėæBĖ³Ė─ļŖūė═╣▌åŪ·ŠĆĪŻG┤a╣”─▄─▄ē“ØMūŃ▀\äė▄ē█E║═▀MĮo╦┘Č╚Ą─ć└Ė±ę¬Ū¾ĪŻĮĶė╔▀@ą®│÷╔½Ą─╣”─▄Ż¼DVP-10MCį┌╝ė╣żĪó░³čbĪó╩│ŲĘĪóÖC┤▓Ą╚Ė„éĆąąśIųąĄ─æ¬ė├š²▓╗öÓ╔Ņ╚ļĪŻ┼_▀_DVP-10MC─▄ē“į┌▒ŖČÓą┬ŲĘĘN├ōĘfČ°│÷Ż¼▓╗āH╩Ū«aŲĘ▒Š╔ĒĄ─„╚┴”Ż¼ę▓üĒūįė┌ė├æ¶ī”ė┌┼_▀_«aŲĘĄ─šJ┐╔║═╝żäŅĪŻė├æ¶Ą─ąĶŪ¾Ż¼Š═╩Ū┼_▀_░lš╣Ą─ĘĮŽ“║═äė┴”ĪŻ
ū„š▀║åĮķŻ║
æ¬į║ŽķŻ¼─ąŻ¼│÷╔·ė┌1985─Ļ12į┬Ż¼«ģśIė┌ĮŁ╬„¼F┤·īWį║ļŖūė┼cą┼Žó╝╝ągīŻśIŻ¼¼F╚╬ųą▀_ļŖ═©╣╔Ę▌ėąŽ▐╣½╦Šæ¬ė├╣ż│╠ĤĪŻĮ³Äū─ĻüĒę╗ų▒Å─╩┬▀\äė┐žųŲ«aŲĘĄ─│╠ą“ķ_░l╝░ĀIõN═ŲÅVĄ╚╣żū„Ż¼Š▀ėą5─ĻĄ─ČÓŠĆŪąĖŅÖCķ_░lĮø“×ęį╝░Ė„ĘNÖCą═╣ż╦ćĪŻ
|

 ų„šŠų®ųļ│ž─Ż░ÕŻ║
亚洲字幕
|
国产精品久久99
|
久www|
国产精品污www在线观看
|
91精品国产乱码久久久久久久久
|
久久精品91久久久久久再现
|
亚洲综合欧美
|
久久久麻豆
|
免费看黄网址
|
亚洲热视频
|
亚洲精品一区二区三区中文字幕
|
国产午夜精品一区二区三区
|
久久精品国产99国产精品
|
免费精品
|
亚洲网站在线播放
|
国产男女免费完整视频
|
亚洲性视频网站
|
中文字幕无线精品亚洲乱码一区
|
久久精品一区
|
国产一区欧美一区
|
一区二区三区精品
|
亚洲一区二区三区在线播放
|
五月激情综合
|
三级av毛片
|
国产一区二区三区免费
|
亚洲精品1|
欧美国产精品一区二区三区
|
成人一区二区三区
|
国产精品一区二区三区免费观看
|
av网站入口
|
福利在线一区
|
天堂成人av
|
国产成人精品免费视频大全最热
|
福利一区二区在线
|
99re视频在线播放
|
粉嫩国产15xxxxx
|
99精品视频在线观看免费播放
|
国产欧美一区二区三区另类精品
|
亚洲欧美国产一区二区三区
|
激情综合色综合久久综合
|
黄色精品网站
|
ų„šŠų®ųļ│ž─Ż░ÕŻ║
亚洲字幕
|
国产精品久久99
|
久www|
国产精品污www在线观看
|
91精品国产乱码久久久久久久久
|
久久精品91久久久久久再现
|
亚洲综合欧美
|
久久久麻豆
|
免费看黄网址
|
亚洲热视频
|
亚洲精品一区二区三区中文字幕
|
国产午夜精品一区二区三区
|
久久精品国产99国产精品
|
免费精品
|
亚洲网站在线播放
|
国产男女免费完整视频
|
亚洲性视频网站
|
中文字幕无线精品亚洲乱码一区
|
久久精品一区
|
国产一区欧美一区
|
一区二区三区精品
|
亚洲一区二区三区在线播放
|
五月激情综合
|
三级av毛片
|
国产一区二区三区免费
|
亚洲精品1|
欧美国产精品一区二区三区
|
成人一区二区三区
|
国产精品一区二区三区免费观看
|
av网站入口
|
福利在线一区
|
天堂成人av
|
国产成人精品免费视频大全最热
|
福利一区二区在线
|
99re视频在线播放
|
粉嫩国产15xxxxx
|
99精品视频在线观看免费播放
|
国产欧美一区二区三区另类精品
|
亚洲欧美国产一区二区三区
|
激情综合色综合久久综合
|
黄色精品网站
|