|
ĶTĶFŲĮ┼_į┌ÖCąĄ╝ė╣żųą░ńč▌ų°ųžę¬Ą─ĮŪ╔½Ż¼Ųõ▒Ē├µ┘|┴┐ų▒Įėė░ĒæĄĮ╝ė╣żŠ½Č╚║═▒Ē├µ╣ŌØŹČ╚ĪŻ╚╗Č°Ż¼▀^╚źĄ═ārĶTĶFŲĮ┼_Ą─╩󹹯¼═∙═∙╩Ūę“×ķ▀xō±┴╦┴«ār▓─┴ŽĪóĶTįņ╣ż╦ć╦«ŲĮĄ═ĪóŠ½Č╚Ą═Ż¼ī¦ų┬▒Ē├µÜŌ┐ū║═╔░č█ČÓŻ¼╩╣ė├ē█├³Č╠ĪŻ¼Fį┌Ż¼▀@ĘN┐┐“Ą═ār”Ą─Ģr┤·ęčĮøĮY╩°Ż¼┘|┴┐│╔×ķĶTĶFŲĮ┼_ĖéĀÄĄ─ą┬Į╣³cĪŻ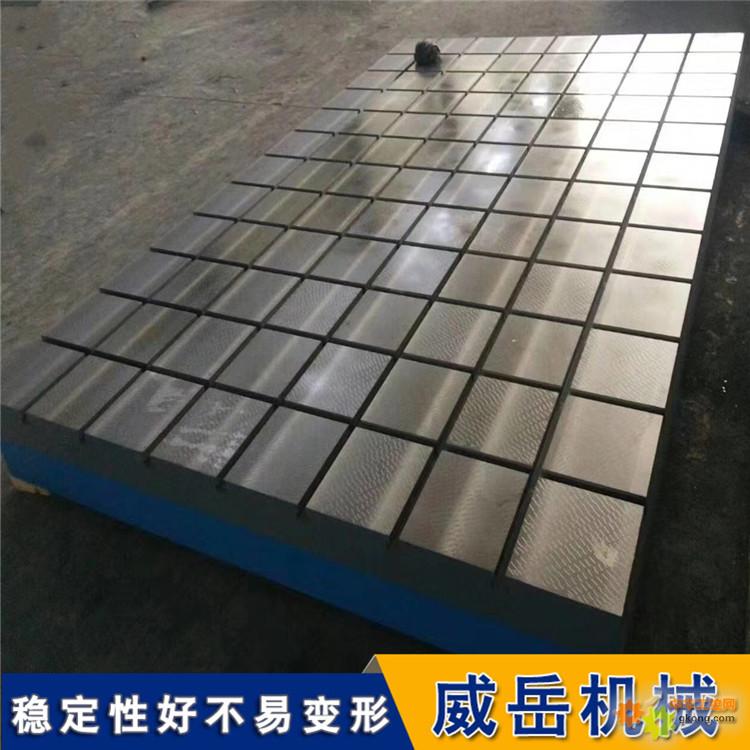
ĶTĶFŲĮ┼_Ą─▒Ē├µ┘|┴┐ę¬Ū¾ĘŪ│ŻĖ▀Ż¼ų„ę¬░³└©ęįŽ┬ÄūéĆĘĮ├µŻ║
▒Ē├µŲĮš¹Č╚Ż║ĶTĶFŲĮ┼_▒Ē├µæ¬ŲĮš¹Ż¼▓╗į╩įS│÷¼F░╝═╣▓╗ŲĮĄ─ŪķørŻ¼ŲĮš¹Č╚ę¬Ū¾▀_ĄĮ0.05mm/mĪŻ
├½┼„║±Č╚Ż║ĶTĶFŲĮ┼_▒Ē├µĄ─├½┼„║±Č╚æ¬Ę¹║ŽįOėŗę¬Ū¾Ż¼▓╗Ą├│¼▀^į╩įSŲ½▓ŅĘČć·ĪŻ
▒Ē├µ╚▒³cŻ║ĶTĶFŲĮ┼_▒Ē├µ▓╗Ą├│÷¼F┴č╝yĪóÜŌ┼▌ĪóŖAļs╬’Ą╚╚▒³cŻ¼Ūę▒Ē├µæ¬╣Ō╗¼Īó¤oäØ║█║═─źōpĪŻ
×ķ┴╦┤_▒ŻĶTĶFŲĮ┼_▒Ē├µ┘|┴┐Ę¹║Žś╦£╩ę¬Ū¾Ż¼ąĶę¬▀Mąąć└Ė±Ą─Öz£yĪŻ│Żė├Ą─Öz£yĘĮĘ©░³└©Ż║
ŲĮš¹Č╚Öz£yŻ║▓╔ė├ŲĮĄūų▒│▀Īóė╬ś╦┐©│▀Ą╚╣żŠ▀Ż¼ī”ĶTĶFŲĮ┼_▒Ē├µ▀MąąÖz£yŻ¼═©▀^£y┴┐▓╗═¼╬╗ų├Ą─Ė▀Č╚▓ŅŻ¼┼ąöÓŲĮš¹Č╚╩ŪĘ±Ę¹║Žś╦£╩ę¬Ū¾ĪŻ
├½┼„║±Č╚Öz£yŻ║▓╔ė├│¼┬Ģ£y║±āxĄ╚╣żŠ▀Ż¼ī”ĶTĶFŲĮ┼_▒Ē├µ▀Mąą£y┴┐Ż¼┼ąöÓ├½┼„║±Č╚╩ŪĘ±Ę¹║Žś╦£╩ę¬Ū¾ĪŻ
▒Ē├µ╚▒³cÖz£yŻ║▓╔ė├X╣Ō╠Įé¹Īó┤┼Ę█╠Įé¹Ą╚╣żŠ▀Ż¼ī”ĶTĶFŲĮ┼_▒Ē├µ▀MąąÖz£yŻ¼░l¼F▒Ē├µ╚▒³c▓ó▀Mąąą▐ĪŻ
ÜŌ┐ū║═╔░č█╩ŪĶTĶFŲĮ┼_ųŲįņ▀^│╠ųą│ŻęŖĄ─╚▒³cŻ¼Ģ■ć└ųžė░ĒæŲĮ┼_Ą─┴”īWąį─▄ĪŻ×ķ┴╦▒▄├Ō▀@ą®╚▒³cĄ─«a╔·Ż¼ĶTįņÅS╝ęąĶę¬į┌ųŲįņ▀^│╠ųą▓╔╚Īę╗ŽĄ┴ą┤ļ╩®Ż║
┐žųŲ╚█¤Æ£žČ╚║═ĢrķgŻ║į┌ĶTįņÅS▀Mąą╚█¤ÆĢrŻ¼ąĶę¬┐žųŲ╚█ĀtĄ─£žČ╚║═ĢrķgŻ¼▒▄├Ō▀^Ė▀╗“▀^Ą═Ą─£žČ╚«a╔·ÜŌ┼▌ĪŻ
║Ž▀mĄ─Ø▓ūó£žČ╚║═╦┘Č╚Ż║į┌ĶT─ŻųąØ▓ūó╚█╚┌Įī┘ĢrŻ¼ąĶę¬Ė∙ō■ŲĮ┼_Ą─ą╬ĀŅ║═▓─┴Ž╠žąįüĒ┤_Č©║Ž▀mĄ─Ø▓ūó£žČ╚║═╦┘Č╚Ż¼▒▄├Ō└õ▓╗Š∙įņ│╔Ą─ÜŌ┐ūĪŻ
£p╔┘š±äėŻ║į┌ĶTįņ▀^│╠ųąŻ¼š±äė═∙═∙Ģ■╩╣┐šÜŌŠ█į┌ę║æBĮī┘ųąą╬│╔ÜŌ┼▌Ż¼ę“┤╦ąĶę¬▓╔╚Ī┤ļ╩®£p╔┘š±äėĪŻ
╔░č█å¢Ņ}╩ŪŲĮ┼_ųŲįņųą┴Ēę╗éĆ│ŻęŖĄ─╚▒³cĪŻį┌╔░ą═║═š│ĮY䮥─▀xō±╔ŽŻ¼ĶTįņÅSąĶę¬ūóęŌęįŽ┬Äū³cŻ║
╔░ą═Ą─═ĖÜŌąįŻ║ŲĮ┼_ųŲįņųąąĶę¬▀xō±═ĖÜŌąį┴╝║├Ą─╔░ą═ĪŻ▀@┐╔ęįį÷╝ė┴„äėąįŻ¼▒▄├ŌØÖ╗¼▓╗║├║═╔░č█ĪŻ
▀xō±║Ž▀mĄ─š│ĮY䮯║š│ĮYä®╩Ū╔░ą═ųąš│║Ž╔░┴ŻĄ─▓─┴ŽŻ¼▀xō±║Ž▀mĄ─š│ĮYä®┐╔ęį▒▄├Ō╔░č█å¢Ņ}Ż¼Å─Č°▒ŻūCŲĮ┼_┘|┴┐ĪŻ
ļSų°╩ął÷ĖéĀÄĄ─╝ėäĪŻ¼ĶTĶFŲĮ┼_Ą─┘|╦ž╠ß╔²│╔×ķ▒ž╚╗┌ģä▌ĪŻų╗ėą═©▀^ć└Ė±Ą─┘|┴┐┐žųŲ║═Öz£yŻ¼▓┼─▄╔·«a│÷Ę¹║Žś╦£╩ę¬Ū¾Ą─ĶTĶFŲĮ┼_Ż¼ØMūŃÖCąĄ╝ė╣żĄ─Ė▀Š½Č╚ąĶŪ¾ĪŻ
|

