|
�T�Fƽ�_�����ڙC��,�Cе,�z�y��,�z������ijߴ�,����,ƽֱ�Ⱥ���λƫ��� ����.�T�Fƽ�_�V�������ڽ����ИI��ӡˢ�ИI��Һ���O�䡢�����ИI���F·�C܇���x�����a������ИI��ʯ�ͻ�������܇���մ��ИI���F·�C܇���ȸ����I���T�FHT200-300������Ӳ�Ȟ�HB170-240�����^�ɴ��˹�̎�����˹��˻�600��-700�Ⱥ���Ȼ�rЧ2-3�꣩ʹԓ�aƷ�ľ��ȷ����������ĥ���ܣ������Ñ�ʹ�á�����ƽ�_Ҏ��100*100—3000*6000��������Ҏ������跽�D�����a�ӹ���������ƽ�_�����ȣ����˜�Ӌ���z��Ҏ�̈��У��քe��00��0��1��2��3�Ă��ȼ���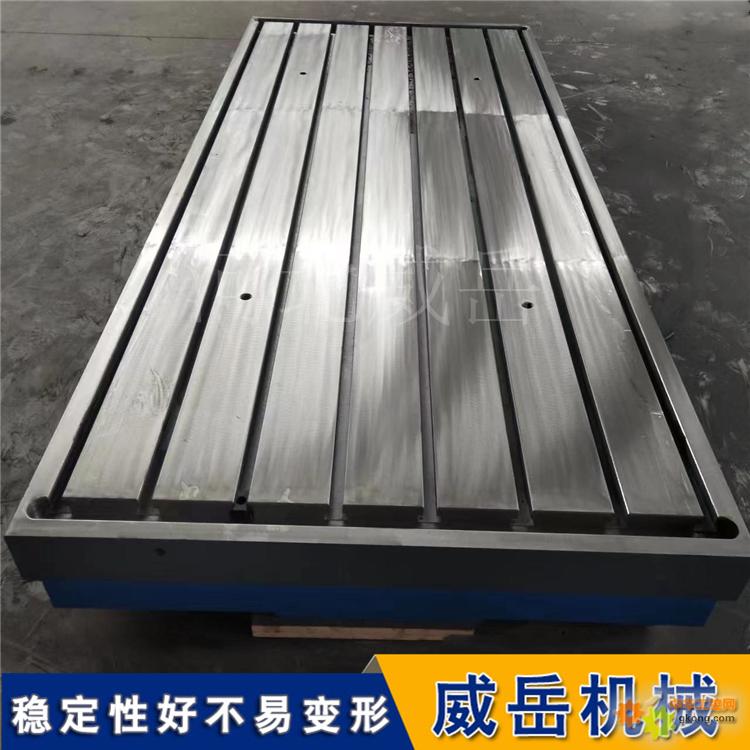
�T�Fƽ�_�Ǻ�ƽ�ߡ����䡢V�ͼ�(�F)�����塢ֱ�dzߡ��A���dzߵȹ������ʹ�á��T�Fƽ�_���ڙC�����Cе���z�y�����z������ijߴ硢���ȡ�ƽֱ�ȡ�ƽ�жȡ�ƽ��ȡ���ֱ�Ⱥ���λƫ��� �������T�Fƽ�_��������̎����ȥ�ź��M��C�ӹ����֞���١����١������DZ��C�T�F�z�ƽ��3�����Ⱥͱ���ֲڶȵ�һ������2�����Ͼ����T�Fƽ�_��Ҫ�˹����У��Ա��Cƽ�_�Ďξ��ȣ����Ѻϸ���T�F�z�ƽ�_�������Դ��Ӱ푺�����A�ĸ��g���߾��ȵ��T�Fƽ�_��������20��±5��ĺ��̎����ʹ���^���Б�������ֲ�ĥ�p�^�ࡢ���ۺ������F��Ӱ�ƽ�澫�Ⱥ�ʹ�É������T�Fƽ�_��ʹ�É����������l�������L���Եġ�ʹ�ú���ϴ�Ƀ�����÷��P�������Ա���ʹ�É�����
�T�Fƽ��z��ǰ�Ĝʂ乤����
1���鿴�z����Ҫ�����O��ϸ��C�Ƿ������ڃȣ��粻�����ڃȄtһ�ɲ���ʹ�ã������r�c�S���ˆTϵ���z��z��߀�Ƿ�ϸ�
2���T�Fƽ��z�����c�ض��Ƿ�M��z��Ҏ�̵�Ҫ��20±5�棩���粻�M�㣬��ʹ�ÿ��{���{���z�����c�ضȣ�ʹ��M��Ҫ��
3����ϴ���z�T�Fƽ����棬��120#�܄�������ϴ������
4��ƽ��z�������ڙz�����cƽ��ضȵĕr�g����������С�r��
�T�Fƽ��z�����E��
1�������T�Fƽ��z��Ҏ��Ҫ��Ŀ���^���ԇ����^�������|����
2���ñ���ֲڶȱ��^�ӉK���^�z���T�Fƽ�幤�����c����ı���ֲڶȡ�
3���÷ֶ�ֵ��2′�ĽǶ�Ҏ�M�Йz������A�ǡ�
4���Ùz�����ߣ��ʴ_�Ȳ����ڱ��z�T�Fƽ����T�Fƽ���ƽ�ߣ���Ϳɫ���z�������T�Fƽ��Ľ��|�c����
5���������zƽ��ʴ_�ȵȼ����x�Ùz�����ߣ��Ì��Ǿ����z���T�Fƽ�幤�����ƽ��ȡ�
6�����z�������T�Fƽ��z��Ҏ��Ҫ���ƽ�壬�l�o�z���C���������ϱ�Ҏ��Ҫ��ģ��l�o�z���Y��֪ͨ�����T�Fƽ��ęz�����ڸ���ʹ�õľ��w��r�_����һ���һ����
|

