|
���죬���\��С���ֽo��ҷ���һ���_��ʽ�������R�\�ӿ�������C++�����{(di��o)�ÈD�Ύ쑪�ã������Զ��S�a��ˡ��ı���ˡ�ʸ���D�δ�˞����� ��Q�Ñ��ڼ����˕r��Ҫ�M�и��N���s�IJ����ͺ���(sh��)���{(di��o)�Õr���׳��F(xi��n)���e�`���}��
01 ZMC408SCAN��������B
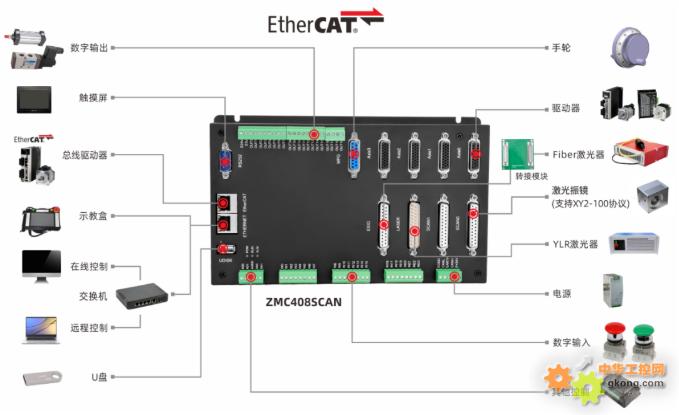
ZMC408SCAN�����\�Ӽ��g(sh��)�Ƴ��ĸ����ܿ����p���R�\�ӿ�������������2��������̫�W(w��ng)�ڣ�֧��EtherCAT��EtherNET��CAN��RS232��RS485��24·ͨ�Ô�(sh��)��ݔ�롢20·ͨ�Ô�(sh��)��ݔ����2·ͨ��ģ�M��ݔ����2·ͨ��ģ�M��ݔ�롢4�����ز���}�_�S�ӿڡ�1��MPG��݆���a���ӿڡ�2�����������R�ӿڡ�1�������Դ���ýӿڡ�һ��EXIO�����ÔUչIO�ӿڡ�
ZMC408SCAN������֧��EtherCAT�����B�ӣ�֧�����500μs��ˢ�����ڣ�֧������_16�S�\�ӿ��ƣ�֧��ֱ�����a������A�����a�����g�A�����������a�����݆������X݆��ͬ�����S��̓�M�S�O(sh��)�õȣ����Ã�(y��u)���ľW(w��ng)�jͨӍ�f(xi��)�h���Ԍ��F(xi��n)���r���\�ӿ��ơ����_��X���֧���_256��ZMC������ͬ�r�B�ӡ�
��1��ZMC408SCAN��(n��i)�ø߾���PSOλ��ͬ��ݔ�����ܣ��ڼӹ��A�ǡ��������֕r��ʹ�M���˜p���{(di��o)�����ڸ��ټӹ��Ĉ��ϣ�Ҳ�ܿ��Ƽ���ݔ�����g�ౣ�ֺ㶨��
��2��֧�ּ������R���ƺ����R����������2�����R�ӿڣ�֧��2D���R��3D���R����ϲ����Ӝp�ٵ��\��ָ��MOVESCAN���ս�̎���R�ӹ��Ԅ��ӕr����ɾ��ʸ�Ч�ļ�����ƣ������ӹ��O(sh��)��Įa(ch��n)�ܣ�
��3��ͨ�^ָ�����\�����`����{(di��o)��(ji��)�����_��/�P(gu��n)���ӕr��푑��죬���_��us���e�Ŀ��ƣ����O(sh��)���^�̺��Σ����s���˹��̎����{(di��o)���r�g��
��4���Ԏ�LASER���������ƽӿڣ�֧��IPG��YLR��YLS����ͼ����Դ��߀��һ��EXIO�UչIO�ӿڣ�ͨ�^�����D(zhu��n)�Ӱ壬�`������Ј��������ĸ��N��������
��5��֧��PCͬ�r����16��ZMC408SCAN������ͬ�r�������γ�һ�N���R��еļ���ӹ���
��6�����d4·���ٲ���}�_ݔ��������4·���ٲ�־��a��������֧��EtherCAT�����(q��)�����Ŀ��ƣ�֧��5�SXYZAC�S�IJ��a��֧�����R�S�c�\���S��ϲ��a��
1.����Ҏ(gu��)��(sh��)

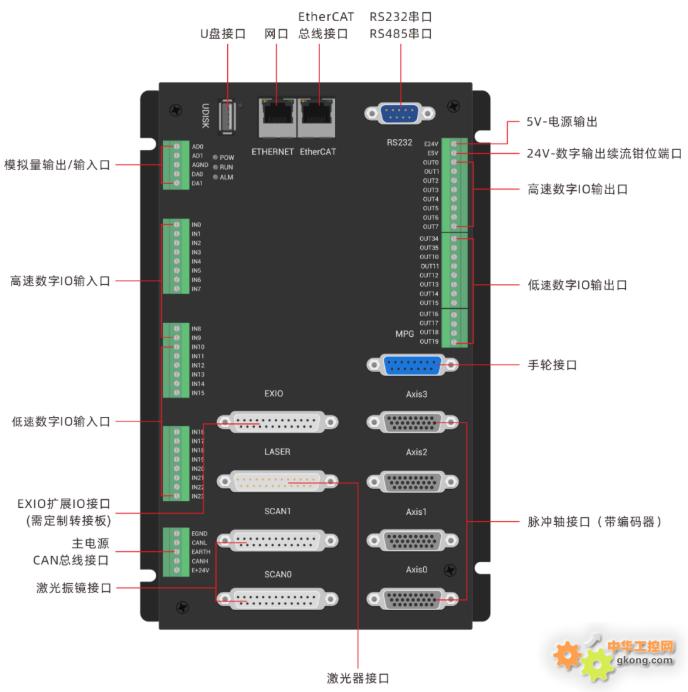
2.�ӿڶ��x

3.�����ܘ�(g��u)
02 ��ˎ��f��
1.Ŀ��
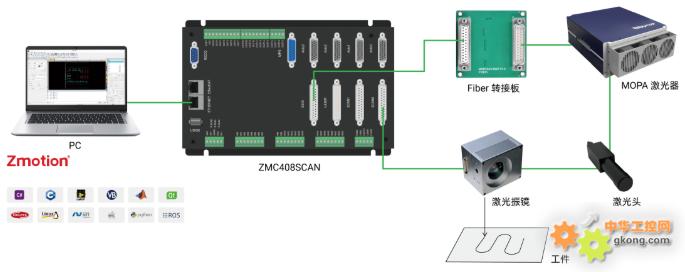
���Q�����˕r��Ҫ�M�и��N���s�IJ����ͺ���(sh��)���{(di��o)�Õr���׳��F(xi��n)���e�`���}���Ñ�����ͨ�^PC���ӷ�����M�мӹ��ļ������ɣ���ܛ�����M�ЈD�μӹ�������
��Ҫ��˶��S�a��ֻ��Ҫͨ�^�l�aָ��ZmotionLaser_BarCode��int nTechnology��const char *pStrText��const char *pStrType��double dX��double dY��double dSizeX��double dSizeY��double dAngle��������(sh��)�O(sh��)�úã��x���Ҫ�˿̵Ĵa��ͣ����˿̃�(n��i)��ݔ�뼴�ɣ�ͨ�^����?q��)���܉�E���ɵ������ļ��ȴ����Ә˿̡�
��Ҫ����ı����tͨ�^�������ı�ָ��ZmotionLaser_Text��int nTechnology��const char *pStrText��double dX��double dY��double dAccuracy���O(sh��)�ú��乤ˇ����(sh��)��С�����D(zhu��n)�Ƕȵȣ�����ݔ���҂�Ҫ�˿̵��ı���(n��i)�ݣ�ͨ�^�����ļ�����ʽ�M�д�ˡ�
�҂���˗l�a�����S�a����ͬ���w��ʽ���ı���ʸ���D�Ρ�λ�D�ȣ����Ќ����Ľӿ�ָ��Ķ����F(xi��n)�����{(di��o)���_�l(f��)�����Թ�(ji��)ʡ���̎������ľ��̼���ˇҎ(gu��)���r�g��
2.��ʽ
ʹ��ZmotionLaser.dll�cZmotionLaser.lib�����ӵ���Ҫʹ�õij����У��{(di��o)��ZmotionLaser.h�е����P(gu��n)����(sh��)����������Ҫ�ӹ��������ļ����ڿ��������\��ԓ�����ļ��Ϳ����M�мӹ�����Ҫ��Zmotion���cZMotionCad3�죩��
3.�����ļ�ʹ�ò��E����
��1�����_���ļ����ɣ�
��2���M�и��N��ʼ�����_���S�cݔ���ڣ�
��3���O(sh��)�ø��N�ӹ�����(sh��)���{(di��o)���ӹ�Ч����
��4���M�мӹ�����(sh��)���{(di��o)�ã�����Ҫ�ӹ��Ĕ�(sh��)��(j��)���룻
��5���{(di��o)�����ɺ���(sh��)���ɼӹ������ļ���
��6���P(gu��n)�]�ļ����ɡ�
4.��(y��u)��
�H��Ҫ���ٵ�ָ�����ό�������(sh��)���܌��F(xi��n)һ����ʹ�ˣ������s��ָ��̺��λ������ڼӹ�܉�E���s���ļ��^��Ҳ�܌��F(xi��n)�ӑB(t��i)���ļ��l(f��)���ַ����\�С�
03 ָ���f��
һ���l�a
1.����(sh��)���� uint32 ZmotionLaser_BarCode��int nTechnology��const char *pStrText��const char *pStrType��double dX��double dY��double dSizeX��double dSizeY��double dAngle��
2.�f���� �M�Зl�a�D�εļӹ���ͨ�^ԓָ������ώׂ�����ָ���҂������p���x��Ҫ��˵ėl�a��ͣ��Լ������҂���Ҫ�ijߴ��С����˷����(n��i)��λ�á�
�����ı�����B(t��i)�O(sh��)��
1.�ı�
��1������(sh��)���� uint32 ZmotionLaser_Text��int nTechnology��const char *pStrText��double dX��double dY��double dAccuracy��
��2���f��: �M���ı��D�εļӹ���ͨ�^ԓָ������ώׂ�����ָ���҂����Ժ��εČ��F(xi��n)�ı���ˣ�ֻ��Ҫ����˵ă�(n��i)�����������(sh��)λ�ã��ڌ�������(sh��)���ù�ˇ����(sh��)���������λ�õȡ�
2.�ı���B(t��i)�O(sh��)��
��1������(sh��)���� uint32 ZmotionLaser_SetTextStyle��const char * pStrFont��bool bThickness��bool bItalics��bool bUnderline��bool bDelete��double dHeight��double dWidthR��double dAngle��double dTilt��
��2���f��: �O(sh��)���ı��Ġ�B(t��i)����Ҫ�_���ı������w���L�ߴ硢�ǶȺ̓Aб�Ƞ�B(t��i)��ԓ��B(t��i)�O(sh��)�ú�����������O(sh��)�ã����m(x��)�����ı��Ġ�B(t��i)������ԓ��B(t��i)�M�У�����ı�ָ��ʹ���M���ı���ˡ�
����ʸ���D�΅���(sh��)�O(sh��)��
1.����(sh��)���� uint32 ZmotionLaser_SetVectPar��int nPower, double dFreq��double dMarkSp��double dJumpSp��double dOpenDelay��double dCloseDelay��double dJumpDelay��double dCorAngle��double dCorDelay��double dEndDelay��int nTechnology��
2.�f��: �O(sh��)��ijһ��ˇ��ʸ���D�μӹ�����(sh��)��ԓָ������ʸ���D�μӹ��r����(sh��)�O(sh��)�ã�ᘌ�ʸ���D�εļӹ����s�ԣ�ͨ�^������(sh��)��ǰ���룬���ڴ�˕r����푑���
04 �������R���ƌ���
һ�����S�a���
1.���S�a��˅���(sh��)�O(sh��)�ý���

2.��������
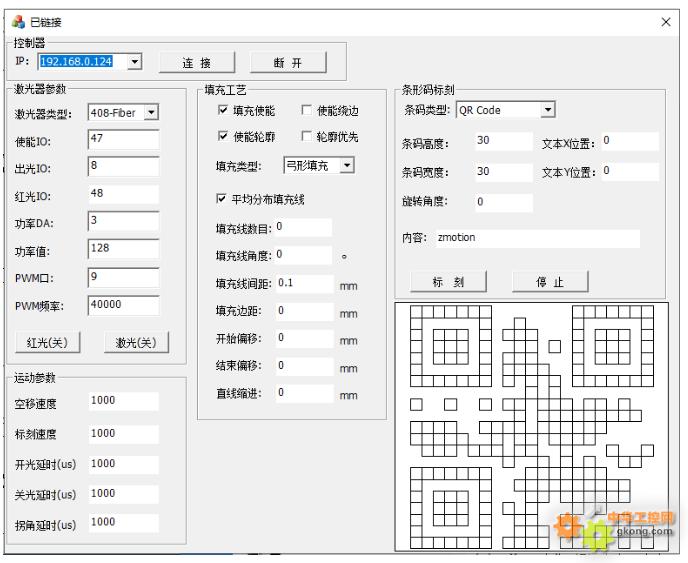
��1���ܺ��O(sh��)��������R�C�����ߌ����R�C�����Ʌ������\��С��������“�_��ʽ�������R�\�ӿ�������C++���R�C�������c���F(xi��n)”����
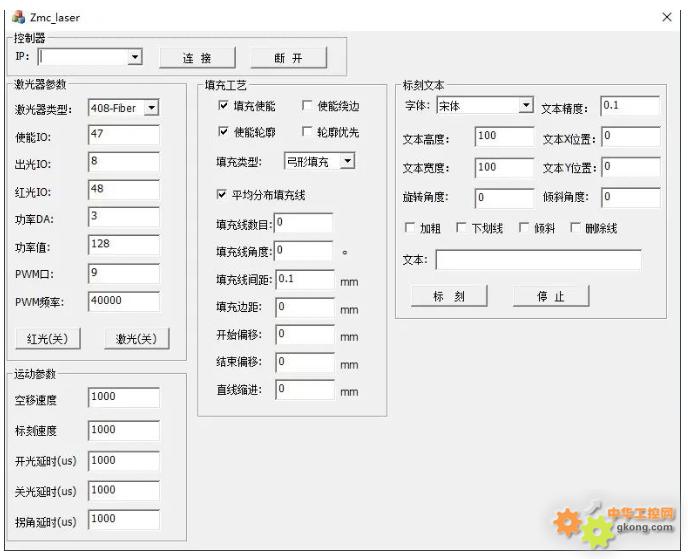
��2���C����ɺ����ψD�x����IP��ַ�M���B�ӣ��x���ļ�������͡��O(sh��)�ú��\�Ӆ���(sh��)���x����乤ˇ��������(sh��)�O(sh��)�úá��x��Ҫ�˿̵ėl�a��͡��O(sh��)�×l�a��С�����λ�����D(zhu��n)�Ƕȵȣ��ڃ�(n��i)�ݙ�����˿̃�(n��i)�ݣ�
��3���ʂ乤����ɣ��c���˿��M�д�ˣ������;�l(f��)�F(xi��n)�Ю������c��ֹͣ���ɡ�
ͨ�^�@�������҂����Ԍ��F(xi��n)��N��͗l�a�����S�a�Ĵ�ˣ��m���ڶ�N��������ͣ�߀���S�r�{(di��o)����˵ă�(n��i)�ݡ���С��λ���Լ���xyƽ���ϵĽǶȣ�����ͨ�^�����ʵ��{(di��o)���҂������ڲ�ͬ����Ʒ���M�д�ˣ���ƽ��a(ch��n)Ʒ���b����������֙C�⚤��һЩ���ٮa(ch��n)Ʒ�ȡ�
�҂��õ����^�ļ��Ͷ��x��������������F(xi��n)�c�������B�ӵĵ�һ����ͨ�^ZAux_OpenEth(char *ipaddr, ZMC_HANDLE * phandle)ָ���B�ӿ������@ȡ���ؾ�������_�B�ӄt��ZAux_Close(ZMC_HANDLE handle)���B���Ͼ��܌����������F(xi��n)���������ˡ�
�������£�
//�B�ӿ�����
void CZmc_laserDlg::OnBnClickedBtnConnet()
{
char buffer[256];
int32 iresult;
if(NULL != m_Handle)
{
ZAux_Close(m_Handle);
m_Handle = NULL;
}
GetDlgItemText(IDC_IPLIST,buffer,255);
buffer[255] = '\0';
iresult = ZAux_OpenEth(buffer, &m_Handle);
if(ERR_SUCCESS != iresult)
{
m_Handle = NULL;
MessageBox(_T("朽�ʧ��"));
SetWindowText("δ朽�");
return;
}
SetWindowText("��朽�");
for(int iAxis = 4;iAxis<=5;iAxis++)
{
iresult = ZAux_Direct_SetAtype(m_Handle,iAxis,21);
iresult = ZAux_Direct_SetUnits(m_Handle,iAxis,500);
}
OnCbnSelchangeComboLaser();
}
//���_������
void CZmc_laserDlg::OnBnClickedBtnClose()
{
if(NULL != m_Handle)
{
KillTimer(0); //�P(gu��n)���r��
ZAux_Close(m_Handle);
m_Handle = NULL;
SetWindowText("δ朽�");
}
}
3.�x�������
ͨ�^ָ��ZAux_SetExioType��ZMC_HANDLE handle��int iType���O(sh��)���D(zhu��n)�Ӱ���ͣ���ͬ���D(zhu��n)�Ӱ���͌�����ͬ��͵ļ��������趨�ƣ���
ʹ�Õr�҂�ֻ��Ҫ�x���ļ�������ͣ������Ռ����ӿڽӺþ����{(di��o)��(ji��)�ù��ʣ��������������l�ʡ�
�������£�
//�ļ��������
void CZmc_laserDlg::OnCbnSelchangeComboLaser()
{
if(NULL == m_Handle)
{
MessageBox(_T("������δ�B��"));
return;
}
UpdateData(TRUE);
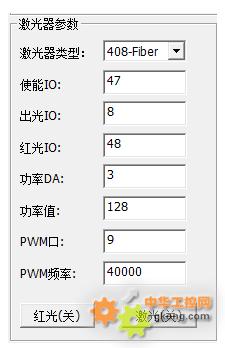
if(m_nLaserType == FIBER_408) //408 FIBER�D(zhu��n)�Q?�兢��(sh��)�O(sh��)��
{
int iret = ZAux_SetExioType(m_Handle,0);
m_nEnableIO = 47;
m_nLaserIO = 8;
m_nRedIO = 48;
m_nAout = 3;
m_nPwmIo = 9;
}
else if(m_nLaserType == LASER_408)
{
int iret = ZAux_SetExioType(m_Handle,-1);
m_nEnableIO = 31;
m_nLaserIO = 8;
m_nRedIO = 32;
m_nAout = 2;
m_nPwmIo = 9;
}
else if(m_nLaserType == YAG_408) //408 YAG�D(zhu��n)�Q�兢��(sh��)�O(sh��)��
{
int iret = ZAux_SetExioType(m_Handle,1);
m_nEnableIO = 47;
m_nLaserIO = 8;
m_nRedIO = 48;
m_nAout = 3;
m_nPwmIo = 9;
}
else if(m_nLaserType == FIBER_504) //504
{
m_nEnableIO = 5;
m_nLaserIO = 6;
m_nRedIO = 28;
m_nAout = 2;
m_nPwmIo = 7;
}
UpdateData(FALSE);
}
4.�O(sh��)���\�Ӆ���(sh��)�Ͷ��S�a��С����(sh��)
���\�Ӆ���(sh��)����乤ˇ����(sh��)�浽׃�����棬�ں������^�����{(di��o)�ô˅���(sh��)���F(xi��n)���@��ֵ��һ����ʼ��ֵ��ֻ��һ���������ã����w����(sh��)߀Ҫͨ�^�yԇ�{(di��o)������ܸ��m�������C�_����˼ӹ��������ٶȞ���m(x��)���܉�E�п���܉�E�����ٶȡ�
�_�P(gu��n)���ӕr��������ǰ�_����ӕr�P(gu��n)�⣬�O(sh��)���m��?sh��)��_���ӕr����(sh��)����ȥ�����\�����c���F(xi��n)�� “����^”��������_���ӕr����(sh��)�O(sh��)��̫��t��������ʼ��ȱ�P�ĬF(xi��n)��
����ͨ�^ZAux_Direct_MoveOpDelay�O(sh��)�Þ�ֵؓ��ֵؓ�˿̼�������ǰ���⡣һ����w���������_���ӕr�����O(sh��)��ֵؓ������������������˱ü��������O(sh��)����ֵ�ġ�
�O(sh��)���m��?sh��)��P(gu��n)���ӕr����(sh��)����ȥ�����\�ӽY(ji��)���r���F(xi��n)�IJ��]�ϬF(xi��n)������P(gu��n)���ӕr�O(sh��)��̫������½Y(ji��)���γ��F(xi��n)“����^”��
�P(gu��n)��ָ����{(di��o)��ָ��ZAux_Direct_MoveDelay�O(sh��)�Ì������ӕr�r�g���F(xi��n)�ӕr���ơ�
�O(sh��)���m��?sh��)Ĺս��ӕr����(sh��)����ȥ�����\��܉�E��ֱ�Ǖr���F(xi��n)�ĈA�ǬF(xi��n)������ս��ӕr�O(sh��)��̫������˿̕r�g���ӣ��ҹս�̎�����c�F(xi��n)���Q�@һ���}������ս��Ԅ��ӕrģʽ������(j��)�սǽǶ�Ӌ���ӕr�r�g��
�{(di��o)��ָ��ZAux_Direct_SetCornerMode�O(sh��)�ùս��ӕrģʽ��2��ͨ�^ ZAux_Direct_SetDecelAngle�cZAux_Direct_SetStopAngle�O(sh��)�ùս��_ʼ�ӕr�ͽY(ji��)���ӕr�Ƕȡ�ZAux_Direct_SetZsmooth�O(sh��)�����ս��ӕr�r�g��
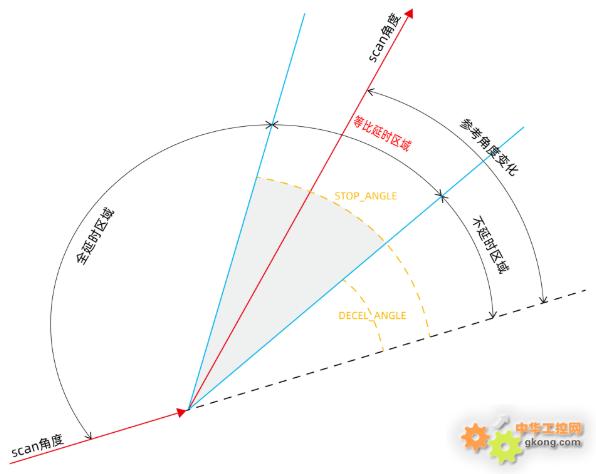
���H�Ĺս��ӕr�t����(j��)܉�E�Č��H�Ƕ��Ԅ�Ӌ�㌦���ս��ӕr�r�g�����O(sh��)���ĽǶȷ�����(n��i)���ӕr�r�g�ʾ��Էֲ���

�������£�
CZmc_laserDlg::CZmc_laserDlg(CWnd* pParent /*=NULL*/)
: CDialogEx(CZmc_laserDlg::IDD, pParent)
{
m_hIcon = AfxGetApp()->LoadIcon(IDR_MAINFRAME);
m_nEnableIO = 47;
m_nLaserIO = 8;
m_nRedIO = 48;
m_nAout = 3;
m_nAoutVal = 128;
m_nPwmIo = 9;
m_nPwmFreq = 40000;
m_dSpeed = 1000;
m_dEmpSpeed = 1000;
m_nStartDelay = 1000;
m_nLastDelay = 1000;
m_nCorDelay = 1000;
m_nLaserType = 0;
//��䅢��(sh��)��ʼ��
m_FillPara.m_bEnable = true; //���ʹ��
m_FillPara.m_bOutline = true; //ʹ��݆��
m_FillPara.m_bOutlineFirst = false; //݆����(y��u)��
m_FillPara.m_bEdge = false; //�Ƿ��@߅��һ��
m_FillPara.m_bAverage = true; //�Ƿ�ƽ���ֲ���侀
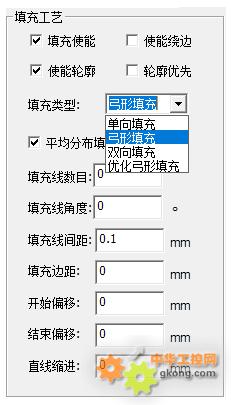
m_FillPara.m_nType = 1; //������
m_FillPara.m_nAngle = 0; //��侀�Ƕ�
m_FillPara.m_nNum = 0; //��侀��(sh��)Ŀ
m_FillPara.m_dLineSpace = 0.1; //���g��
m_FillPara.m_dMargin = 0; //߅��
m_FillPara.m_dSOffset = 0; //�_ʼƫ��
m_FillPara.m_dEOffset = 0; //�Y(ji��)��ƫ��
m_FillPara.m_dLineIndent = 0; //ֱ���s�M
//�ı�����(sh��)
m_dTextHigh = 30; //�ı��߶�
m_dTextWidth = 30; //�ı�����
m_dTextAngle = 0; //�ı��Ƕ�
m_dTextXpos = 0;
m_dTextYpos = 0;
m_TextString = _T("");
}
5.�O(sh��)����乤ˇ����(sh��)
��ݔ���(n��i)�����ɶ��S�a�����҂��Ķ��S�a܉�E�ֳ�С����܉�E���������ļ������Ҍ���乤ˇ����(sh��)���O(sh��)���Mȥ��
ͨ�^ָ�� ZmotionLaser_SetOutput��int nAp��int nMO��int nRed���O(sh��)�úó����̖����˿����Üʂ䡣
��乤ˇ�� ��Ҫ��ָ��uint32 ZmotionLaser_SetFillParam��bool bEnable��bool bOutline��bool bOutlineFirst��bool bEdge��bool bAverage��int nType��int nAngle��int nNum��double dLineSpace��double dMargin��double dSOffset��double dEOffset��double dLineIndent��int nFillNum����һЩ����(sh��)��������(sh��)ͨ�^׃������ʽ���������ϡ�
bOutline ʹ��݆�� �����r�Ƿ�ԭ���ĈD��݆����
bOutlineFirst݆����(y��u)�� �����r����݆������r�£����x݆����(y��u)�ȕ�ʹ݆��܉�E����侀֮ǰ�M�мӹ�����t݆��܉�E����侀֮���M�мӹ��������˽������乤ˇ����(li��n)ϵ���\�Ӽ��g(sh��)֧�ֹ��̎�����
������ ���D���M�����ķ�ʽ
��1��������䣺��侀���Ǐ���������䣻
��2���p����䣺��侀���Ǐ������ң�Ȼ����������M����䣬����ѭ�h(hu��n)��䣻
��3��������䣺������p����䣬����侀ĩ��֮�g���a(ch��n)���B�Ӿ���
��4����(y��u)��������䣺����ڹ�����䣬������հĵط��ԕ����^ȥ��䡣
�������£�
void CZmc_laserDlg::OnEnChangeEditText()
{
UpdateData(TRUE);
//���_��ˎ�3���ļ�����
int rtn = ZmotionLaser_OpenFile3(m_Handle);
if(CheckError(rtn,"ZmotionLaser_OpenFile3")) return;
rtn = ZmotionLaser_SetOutputLimits(55); //�O(sh��)��ݔ�������̖����
if(CheckError(rtn,"ZmotionLaser_OpenFile3")) return;
rtn = ZmotionLaser_SetScanAxis(4,5); //�O(sh��)�����R�S̖
if(CheckError(rtn,"ZmotionLaser_SetScanAxis")) return;
rtn = ZmotionLaser_SetOutput(m_nLaserIO,m_nEnableIO,m_nRedIO); //�O(sh��)���_������
if(CheckError(rtn,"ZmotionLaser_SetOutput")) return;
rtn = ZmotionLaser_AoutInit(m_nAout,255); //�O(sh��)��ģ�M�������O(sh��)��
if(CheckError(rtn,"ZmotionLaser_AoutInit")) return;
rtn = ZmotionLaser_SetPowerEnable(false); //�P(gu��n)�]�ӑB(t��i)�Ĺ���
if(CheckError(rtn,"ZmotionLaser_SetPowerEnable")) return;
rtn = ZmotionLaser_SetLightInstruct(1);
if(CheckError(rtn,"ZmotionLaser_SetLightInstruct")) return;
rtn = ZmotionLaser_SetLightString("MOVE_OP(8,ON)\n","MOVE_OP(8,OFF)\n");
if(CheckError(rtn,"ZmotionLaser_SetLightInstruct")) return;
//�O(sh��)�üӹ���ˇ����(sh��)
int ipower = (int)(m_nAoutVal*100/256);
rtn = ZmotionLaser_SetVectPar(ipower, m_nPwmFreq, m_dSpeed, m_dEmpSpeed, m_nStartDelay, m_nLastDelay, m_nLastDelay, 10, m_nCorDelay,m_nLastDelay ,1);
if(CheckError(rtn,"ZmotionLaser_SetVectPar")) return;
//�O(sh��)����䅢��(sh��)
rtn = ZmotionLaser_SetFillObject(m_FillPara,1);
if(CheckError(rtn,"ZmotionLaser_SetFillObject")) return;
//�_ʼ���
rtn = ZmotionLaser_FillStart();
if(CheckError(rtn,"ZmotionLaser_FillStart")) return;
//�ӹ��ı��ַ�
CString strBarCode;
m_ListBarCode.GetLBText(m_ListBarCode.GetCurSel(),strBarCode);
rtn = ZmotionLaser_BarCode(1,m_TextString,strBarCode,m_dTextXpos,m_dTextYpos,m_dTextHigh,m_dTextWidth,m_dTextAngle);
if(CheckError(rtn,"ZmotionLaser_BarCode")) return;
//�Y(ji��)�����
rtn = ZmotionLaser_FillEnd();
if(CheckError(rtn,"ZmotionLaser_FillEnd")) return;
char* MoveStr = NULL;
int nRow = 0;
MoveStr = ZmotionLaser_GetProcessString(false);
MoveStr = ZmotionLaser_GetProEndString(nRow);
OnShowGraph(); //�@ʾ�D��
//���ɼӹ������ļ�
rtn = ZmotionLaser_CreateFile3(".//ZscanLaser.z3p",true);
if(CheckError(rtn,"ZmotionLaser_CreateFile3")) return;
rtn = ZmotionLaser_CloseFile3();
if(CheckError(rtn,"ZmotionLaser_CloseFile3")) return;
}
6.�M�И˿�
ͨ�^Zpj�ļ���ʽ���d�����ļ���������ROM���_��һ��δʹ�û���һ���_�Jֹͣ���΄�̖�\��ԓ�ļ���
�������£�
void CZmc_laserDlg::OnBnClickedBtnMark()
{
if(NULL == m_Handle)
{
MessageBox(_T("������δ�B��"));
return;
}
//�\�����ɵ�3���ļ�
int rtn = ZAux_Down3FileRom(m_Handle,".//ZscanLaser.z3p","Text123.z3p");
if(CheckError(rtn,"ZAux_Down3FileRom")) return;
rtn = ZAux_Direct_StopTask(m_Handle,1);
if(CheckError(rtn,"ZAux_Direct_StopTask")) return;
rtn = ZAux_Run3FileRom(m_Handle,"Text123.z3p",1,0); //�΄�1�\��3���ļ�
if(CheckError(rtn,"ZAux_Down3FileRom")) return;
}
7.��ɴ��
ֹͣ�ӹ�����Ҫ�nj��΄�ֹͣ��Ȼ��ֹͣ���е��S�\�ӣ��P(gu��n)�����⡣
�������£�
void CZmc_laserDlg::OnBnClickedBtnStop()
{
int rtn = ZAux_Direct_StopTask(m_Handle,1);
if(CheckError(rtn,"ZAux_Direct_StopTask")) return;
rtn = ZAux_Direct_Rapidstop(m_Handle,3);
if(CheckError(rtn,"ZAux_Direct_Rapidstop")) return;
rtn = ZAux_Direct_SetOp(m_Handle,m_nLaserIO,0); //�P(gu��n)��
Sleep(10);
rtn = ZAux_Direct_SetOp(m_Handle,m_nEnableIO,0);
SetDlgItemTextA(IDC_BTN_LASER,"����(�P(gu��n))");
}
8.���S�a��˽���
9.���慢��(sh��)�����v��&���Ч��չʾ
�����ı����
1.�ı���˅���(sh��)�O(sh��)�ý���
ͨ�^ԓ�����҂����Ԍ��F(xi��n)�a(ch��n)Ʒ���b���a(ch��n)���ڡ�����Ԫ����Ӳ�|(zh��)���Ϯa(ch��n)Ʒ�ϵĘ�ע��ˣ�߀���ڽ�����Ʒ���M�мo���Z�ȵĴ�ˣ���N���w��ʽ���x��
�������̺Ͷ��S�a�����ƣ��B�ӿ��������x����������ͣ���\�Ӆ���(sh��)����乤ˇ�Լ��˿��ı���Ϣ�ȣ��ɸ���(j��)���H��˜yԇ�Y(ji��)���M���{(di��o)������
����(g��u)����ƣ�Ψһ��ͬ���ژ˿�̎����?q��)������в�����S�a����nj�܉�E�����c�˿��\�з��_�������ı�����nj�����(sh��)�O(sh��)�úá��ı���(n��i)�ݴ_�����c����˲��_ʼ���������ļ������_���΄��\���ļ���
�������£�
//�˿�
void CZmc_laserDlg::OnBnClickedBtnMark()
{
if(NULL == m_Handle)
{
MessageBox(_T("������δ�B��"));
return;
}
UpdateData(TRUE);
//���_��ˎ�3���ļ�����
int rtn = ZmotionLaser_OpenFile3();
if(CheckError(rtn,"ZmotionLaser_OpenFile3")) return;
rtn = ZmotionLaser_SetOutputLimits(55); //�O(sh��)��ݔ�������̖����
if(CheckError(rtn,"ZmotionLaser_OpenFile3")) return;
rtn = ZmotionLaser_SetScanAxis(4,5); //�O(sh��)�����R�S̖
if(CheckError(rtn,"ZmotionLaser_SetScanAxis")) return;
rtn = ZmotionLaser_SetOutput(m_nLaserIO,m_nEnableIO,m_nRedIO);//�O(sh��)���_�����
if(CheckError(rtn,"ZmotionLaser_SetOutput")) return;
rtn = ZmotionLaser_AoutInit(m_nAout,255); //�O(sh��)��ģ�M�������O(sh��)��
if(CheckError(rtn,"ZmotionLaser_AoutInit")) return;
rtn = ZmotionLaser_SetPowerEnable(false); //�P(gu��n)�]�ӑB(t��i)�Ĺ���
if(CheckError(rtn,"ZmotionLaser_SetPowerEnable")) return;
rtn = ZmotionLaser_SetLightInstruct(1);
if(CheckError(rtn,"ZmotionLaser_SetLightInstruct")) return;
rtn = ZmotionLaser_SetLightString("MOVE_OP(8,ON)\n","MOVE_OP(8,OFF)\n");
if(CheckError(rtn,"ZmotionLaser_SetLightInstruct")) return;
//�O(sh��)�üӹ���ˇ����(sh��)
int ipower = (int)(m_nAoutVal*100/256);
rtn = ZmotionLaser_SetVectPar(ipower, m_nPwmFreq, m_dSpeed, m_dEmpSpeed, m_nStartDelay, m_nLastDelay, m_nLastDelay, 10, m_nCorDelay,m_nLastDelay ,1);
if(CheckError(rtn,"ZmotionLaser_SetVectPar")) return;
//�O(sh��)����䅢��(sh��)
rtn = ZmotionLaser_SetFillObject(m_FillPara,1);
if(CheckError(rtn,"ZmotionLaser_SetFillObject")) return;
//�O(sh��)���ı����w����(sh��)
CString strFont;
m_ListFont.GetLBText(m_ListFont.GetCurSel(),strFont);
rtn = ZmotionLaser_SetTextStyle(strFont,m_FontThickness,m_FontItalics,m_FontUnderline,m_FontDelete,m_dTextHigh,m_dTextWidth,m_dTextAngle,m_dTextTilt);
if(CheckError(rtn,"ZmotionLaser_SetTextStyle")) return;
//�_ʼ���
rtn = ZmotionLaser_FillStart();
if(CheckError(rtn,"ZmotionLaser_FillStart")) return;
//�ӹ��ı��ַ�
rtn = ZmotionLaser_Text(1,m_TextString,m_dTextXpos,m_dTextYpos,m_dTextAccuracy);
if(CheckError(rtn,"ZmotionLaser_Text")) return;
//�Y(ji��)�����
rtn = ZmotionLaser_FillEnd();
if(CheckError(rtn,"ZmotionLaser_FillEnd")) return;
char* MoveStr = NULL;
int nRow = 0;
MoveStr = ZmotionLaser_GetProcessString(false);
MoveStr = ZmotionLaser_GetProEndString(nRow);
//���ɼӹ������ļ�
rtn = ZmotionLaser_CreateFile3(".//ZscanLaser.z3p",true);
if(CheckError(rtn,"ZmotionLaser_CreateFile3")) return;
rtn = ZmotionLaser_CloseFile3();
if(CheckError(rtn,"ZmotionLaser_CloseFile3")) return;
//�\�����ɵ�3���ļ�
rtn = ZAux_Down3FileRom(m_Handle,".//ZscanLaser.z3p","Text123.z3p");
if(CheckError(rtn,"ZAux_Down3FileRom")) return;
rtn = ZAux_Direct_StopTask(m_Handle,1);
if(CheckError(rtn,"ZAux_Direct_StopTask")) return;
rtn = ZAux_Run3FileRom(m_Handle,"Text123.z3p",1,0); //�΄��\��3���ļ�
if(CheckError(rtn,"ZAux_Down3FileRom")) return;
}
2.���慢��(sh��)�����v��&���Ч��չʾ
����ʸ���D�δ��
1.ʸ���D�δ�˅���(sh��)�O(sh��)�ý���

ͨ�^ԓ�����҂����Ԍ��F(xi��n)һЩ�D���Ĵ�ˣ���a(ch��n)ƷLONG��ӡ���D����ӡ���������ϴ�ӡ�D�����朵ȡ�
�������̺�ǰ��ɂ�������ƣ�Ψһ��ͬ�����@��ʸ���D�Θ˿̣��҂�Ҫ�x��õ�ʸ���D�Σ��O(sh��)�����С��λ�á����D(zhu��n)�ǶȺ��M�И˿̡�
�҂������M��D�ο��������²��օ^(q��)��Ҋ�D�Σ����S�a����һ�����@ʾ�D�Σ������D�tɫ���(n��i)�@ʾ��
2.ʸ���D�δ�˽���

�������£�
//�@ʾ�D��
void CZmc_laserDlg::OnShowGraph()
{
CDC*dc = GetDlgItem(IDC_PIC_SHOW)->GetDC();
CRect rectClient;
GetDlgItem(IDC_PIC_SHOW)->GetClientRect(rectClient);
CBrush brush(RGB(255, 255, 255));
dc->FillRect(&rectClient, &brush);
//��һ�����
int iwidth = rectClient.Width();
int iheight = rectClient.Height();
dc->MoveTo(0,0);
dc->LineTo(iwidth-1,0);
dc->LineTo(iwidth-1,iheight-1);
dc->LineTo(0,iheight-1);
dc->LineTo(0,0);
int rtn=0;
rtn = ZMotionCad3_DeleteChain((Struct_ZCad_Item *) m_pGraph->m_pVectorData);
rtn = ZMotionCad3_DeleteChain((Struct_ZCad_Item *) m_pGraph->m_pImageData);
m_pGraph->m_pImageData = NULL;
m_pGraph->m_pVectorData = ZMotionCad3_ImportVectGraph(m_FileName, 1016,1,0.001); //����D������܉�E
if (m_pGraph)
{
uint32 uiresult;
//Ԫ�سߴ�
float left, bottom, width, height;
uiresult = ZMotionCad3_GetRange((Struct_ZCad_Item *)m_pGraph, &left, &bottom, &width, &height);
float top;
//�D(zhu��n)���@ʾ����
top = -(bottom + height);
//�@ʾ�ą^(q��)��
double WinWidth = rectClient.Width() - 8;
double WinHeight = rectClient.Height() - 8;
// ���H�ą^(q��)��
double ObjectWidth = width;
double ObjectHeight = height;
double ObjectPixWidth, ObjectPixHeight;
if (ObjectWidth*WinHeight <= WinWidth*ObjectHeight)
{
ObjectPixHeight = WinHeight;
ObjectPixWidth = ObjectPixHeight *ObjectWidth/ObjectHeight;
}
else
{
ObjectPixWidth = WinWidth;
ObjectPixHeight = ObjectPixWidth *ObjectHeight/ObjectWidth;
}
double dUnitsPerMm = ObjectPixHeight/ObjectHeight; //ÿMM���@ʾ�c��(sh��)
CPoint ZeroPoint;
ZeroPoint.x = (rectClient.Width()-ObjectPixWidth)/2 ;
ZeroPoint.y = (rectClient.Height()-ObjectPixHeight)/2 ;
dc->SetViewportOrg(ZeroPoint.x-left*dUnitsPerMm, ZeroPoint.y-top*dUnitsPerMm);
ZMotionCad3_Draw(dc->m_hDC, (Struct_ZCad_Item *) m_pGraph, 0, 1.0f/dUnitsPerMm); //�L�D
}
}
3.���慢��(sh��)�����v��&���Ч��չʾ
���Σ����\�Ӽ��g(sh��)�_��ʽ�������R�\�ӿ�������C++�����{(di��o)�ÈD�Ύ쑪�ã��ͷ������@�
���ྫ�ʃ�(n��i)��Ո�P(gu��n)ע“ ���\��С���� ”����̖����Ҫ���P(gu��n)�_�l(f��)�h(hu��n)���c���̴��a��Ո��ԃ���\�Ӽ��g(sh��)�N�۹��̎���400-089-8936��
���������\�Ӽ��g(sh��)ԭ��(chu��ng)���gӭ����D(zhu��n)�d����ͬ�W����һ������Ї���������ˮƽ�����°��(qu��n)�w���\�Ӽ��g(sh��)���У������D(zhu��n)�dՈע������Դ��
���\�Ӽ��g(sh��)��ע���\�ӿ��Ƽ��g(sh��)�о���ͨ���\�ӿ���ܛӲ���a(ch��n)Ʒ���аl(f��)���LJ��Ҽ����¼��g(sh��)��I(y��)�����\�Ӽ��g(sh��)�R���ˁ����A�顢���d�ȹ�˾�ă�(y��u)���˲ţ��ڈԳ�������(chu��ng)�µ�ͬ�r���e�O(li��n)�ϸ����У�f(xi��)ͬ�\�ӿ��ƻ��A(ch��)���g(sh��)���о����LJ���(n��i)�����I(l��ng)��l(f��)չ������I(y��)֮һ��Ҳ�LJ���(n��i)���С����������\�ӿ��ƺ��ļ��g(sh��)�͌��r����ܛ��ƽ�_���g(sh��)����I(y��)����Ҫ�I(y��)���У��\�ӿ��ƿ�_�\�ӿ�����_EtherCAT�\�ӿ��ƿ�_EtherCAT������_�\�ӿ���ϵ�y(t��ng)_ҕ�X������__�\�ӿ���PLC_�\�ӿ���_�C���˿�����_ҕ�X��λ�ȵȡ�
|

